Az ipari vállalkozások különféle rendszereinek és szerkezeteinek teljesítményének magas színvonalú és teljes körű értékelése érdekében feltétlenül szükséges a hegesztési varratok többféle módszerrel történő ellenőrzése, például. Minden módszer a vizsgált objektumra gyakorolt hatás elve szerint két nagy csoportra oszlik: roncsolásmentes vizsgálati módszerek és roncsolásos vizsgálati módszerek. Az első csoport módszerei előnyösebbek és praktikusabbak, de sok közülük meglehetősen drágák és megvannak a maguk sajátosságai. Ezért gazdaságosabb bármilyen hegesztési vizsgálatot a legegyszerűbb módszerrel - a vizuális minőségellenőrzéssel - megkezdeni.
Ezt az ellenőrzési módszert tartják a leginkább hozzáférhetőnek és leghatékonyabbnak, ezért kötelező, előzetes vizsgálati módszer a varrat bármely más vizsgálati módszere előtt.
Egyszerű optikai módszer a fémhegesztés minőségének ellenőrzésére
Bármely hegesztési kötés ellenőrzése a varrat közvetlen létrehozásával is megkezdődik. A szemrevételezés a hegesztő munkájának részét képezi, és időszakonként külső ellenőrzést végez (behatolás, alámetszés és a láb hűsége hiánya miatt) többször, amíg a teljes munkakör be nem fejeződik. Ez egyben a zárómunka ellenőrzésének legrégebbi módszere, lényege nem változott jelentősen, de a megvalósítás módszertana az elmúlt években javult. Hegesztési ellenőrzés
Elméleti definíció és a megvalósítás eszközei
A hegesztési varratok vizuális mérési vezérlése (VIK) a kellően nagy hegesztett szerkezetek külső vizsgálata, szabad szemmel és különféle műszaki eszközök segítségével a kisebb, kezdeti vizualizációra alkalmatlan hibák észlelésére, valamint vizuális információk felhasználásával. a telemetrikus átalakítókhoz. A VIC érzékszervi (érzékszervekkel végzett) szabályozási módszerekre utal, és a sugárzás látható spektrumában hajtják végre. Az elméleti hibák felkutatására irányuló szemrevételezést a hegesztési varraton kívülről végezzük, ahol ezek észlelése esetén optikai műszerekkel és eszközökkel minimális mérést lehet végezni, szemrevételezéssel lezárni.
A hegesztett kötések szemrevételezése során az ellenőrök többféle szerszámot használnak.
- Földmérő, teleszkópos, padlónagyítók;
- lencsék;
- mikroszkópok;
- endoszkópok stb.
Különféle munkakörülmények közötti megfigyeléshez:
- Műhely felszerelése. Üzemi hőmérséklet tartomány +5 °С és +20 °С között, teljes pihenés feltételei, normál légköri nyomás, mérsékelt páratartalom.
- Terepi eszközök. Üzemi hőmérséklet tartomány -55 °С és +60 °С között, mérsékelt rázás, vibráció, időjárási csapadék.
Ezen eszközök használata lehetővé teszi a hibák pontosabb keresését és a hegesztési varratok minőségének vizuális-optikai ellenőrzését bármilyen tárgyon.
A vizuális-optikai vezérlés a vizuális vezérlés második szakasza, amely az optikai műszerek felhasználásán keresztül szélesebb, megnövelt kutatási körrel jár. Az alkalmazástól függően a módszer három fő csoportra vonatkozik:
- Rejtett objektumok keresése és elemzése. Eszközöket használnak: endoszkópok, boreszkópok, videorendszerek, periszkópos hibaérzékelők.
- A hibakereső kezelőjének munkahelyétől távol lévő tárgyak ellenőrzésére. Az alkalmazási tartomány legfeljebb 250 mm távolságra van a vezérlő szemétől. Felhasznált műszerek: teleszkópos nagyítók, távcső, céltávcső.
- Kisebb közeli tárgyak vizsgálatához. Alkalmazási tartomány a szakember szemétől a 250 mm-es vagy annál kisebb távolságig. Felhasznált eszközök: nagyítók, mikroszkópok.
A hegesztési varratok vizuális ellenőrzése is szükséges az emberi érzékszervek munkájára alkalmatlan körülmények között. Olyan területeken, mint: emelkedett hőmérséklet, veszélyes sugárzási háttér, külső kémiailag aktív környezet és mások. És olyan körülmények között is, amikor a vizsgált objektum konfigurációja és kialakítása nem teszi lehetővé a hegesztési varratok minőségének teljes körű elemzését és hibáinak mérését (például az objektum nagy magassága vagy föld alatti elhelyezkedése miatt). Ezután a rejtett objektumok keresésére és elemzésére szolgáló optikai eszközök mellett a következőket használják:
- Távirányító platformok;
- hőleképező berendezések;
- világító eszközök;
- automatikus szállítórendszerek;
- irányított robotok.
Így a vizuális információ-átalakítók lehetővé teszik a forró fémmedence hegesztési varratainak szabályozását az újraolvasztási folyamat során.
A mérésellenőrzés a VIC fontos eleme, amelyet szigorú ellenőrzési szabályok és a minőséget szabályozó szabályozó dokumentumok betartásával végeznek. Ez abból áll, hogy egy kategóriát vagy típust rendelnek a hibához az egyik jellemző szerint, gyakorlati méréssel nyert konkrét fizikai mennyiség formájában. A mérőműszerek és metrológiai mutatóik a szabályozási dokumentumokban vannak feltüntetve.  mérőeszköz
mérőeszköz
A mérésellenőrzés során az alábbi eszközöket alkalmazzuk, amelyek a műszaki felügyeleti ellenőr kötelező készletébe tartozhatnak, illetve azt kiegészíthetik:
- mérőnagyítók;
- kalibrációs négyzetek 90 0 görbült;
- nóniuszos goniométerek;
- féknyergek, magasságmérők és mélységmérők;
- szondák;
- mikrométerek;
- csőfalmérők és jelzővastagságmérők;
- mikrométerek;
- kaliberek;
- fém hosszmérő (mérőszalag, acél mérővonalzók);
- belső mikrometrikus és indikátormérők;
- sablonok: speciális, sugár, menetes stb.;
- UShS-2, UShS-3 (sablonok a varratok geometriai paramétereihez);
- kalibráló lemezek;
- speciális kiegészítők készlete.
Ez a vezérlési módszer, a VIC olyan módszerekre vonatkozik, amelyek minimális eszközkészlettel megvalósíthatók. Információgyűjtésből áll, és a szakember képesítésén, az emberi tényezőn alapul, de lehetővé teszi a hegesztési varratok szemrevételezéses ellenőrzésének aktusának elkészítését, amelyet objektív dokumentumnak tekintenek.
A külső kontroll lényege
A felületen a hegesztési varratok képződésének minősége kiválóan alkalmas szakmai ellenőrzéssel történő értékelésre. A jellegzetes „jó minőségű” vagy „nem jó minőségű” varrás meglehetősen feltételes, mivel ez egy összehasonlító érték.
A hegesztési varratok minőségellenőrzése és a szerkezetek, csővezetékek, épületek ellenőrzése három, egymással összefüggő szakaszban történik.
Lépésről lépésre a VIC tartásának eljárása
- Vizuális (mérő) vezérlés. A varrat előzetes ellenőrzése korrózióra és esetleges hibákra primitív mérésekkel: szélesség, vastagság, láb.
- Hegesztett kötések minőségellenőrzése. Minőségellenőrzést végeznek a látható hibák paramétereinek tisztázása érdekében (az előzetes vizsgálati jelentés megkötése után), a hibák és a hegesztési varratok torzulásainak nagyságában (százalékos eltérés a megengedett normától).
- Részletes (műszeres) vizsgálat és az eredmények rögzítése. Pontosabb módszereket alkalmaznak:
- örvényáramú módszer a hegesztési varrat kopásának mértékének és a kanyarokban jelentkező fémfáradás mértékének meghatározására;
- hegesztett kötések ultrahangos vizsgálata súlyos mély hibák kimutatására;
- kapilláris hibák észlelése felületi és átmenő hibák és így tovább.
Az időben elvégzett és minőségi ellenőrzések lehetővé teszik a varrat tönkremenetelének vagy hegeszthetőségi házasságának korai felismerését, majd a hiba okainak tisztázását bármilyen roncsolásmentes hibafeltárási módszerrel.
Ennek a technikának az előnyei és hátrányai
A VIC módszer előnyei:
- Egyszerű és megfizethető módszer.
- A tervezés minőségével kapcsolatos információk gyűjtése során lehetővé teszi, hogy a teljes mennyiség akár 50% -át is megszerezze.
- Nem munkaigényes és nem igényel drága felszerelést.
- Könnyen tesztelhető és újra tesztelhető.
A VIC hátrányai:
- Az emberi tényező, amely 100%-ban befolyásolja az eredményeket.
- A kapott eredmények alacsony megbízhatósága, szubjektivitás.
- Csak nagy (legalább 0,1 - 0,2 mm-es) hibák és lehetséges hibák felkutatására szolgál.
- A vizsgálat csak a szerkezet látható részére korlátozódik.
- Fontos a dolgozók műszaki ismerete, akiknek helyesen kell kiválasztaniuk a mérési módszertant, az összehasonlító sablont vagy a szabványokat, és pontos értékelést kell adniuk a mérési eredményekről.
A diagnosztika módszere és minősége szerint a varratok tökéletlen szemrevételezése is szükséges módszer, mind a komplex diagnosztika szakaszában, mind a teljes technológiai folyamat során. 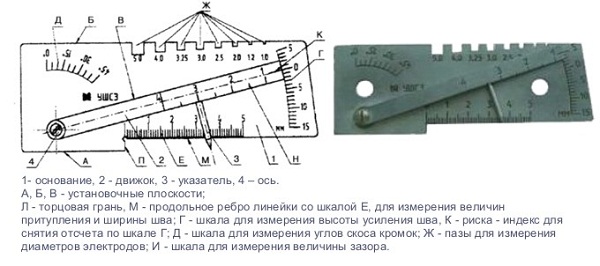 Univerzális hegesztési sablon
Univerzális hegesztési sablon
A hibák kimutatására szolgáló módszer lehetőségei
A hegesztési varratokat szemrevételezéssel ellenőrizzük:
- az "átvétel - átadás" szakaszában végzett burkolati munkák során a szemrevételezést kötelező elvégezni;
- többrétegű hegesztett kötés tesztelésekor (rétegenkénti vizsgálat);
- a hegesztési ívnek az alapanyag felületét érintő helyek végső ellenőrzése során.
- alatti összeszerelő egységekből alkatrészek összeszerelésekor;
- a hegesztett alkatrészek automatikus gyártásában és az anyag minőségének műszaki értékelésében a műszaki folyamat szerint;
- a hegesztési varratok meghatározott élettartamának lejárta után.
A hegesztési varratok vizuális ellenőrzése kötelező mérést és a következő hibák kiküszöbölését teszi szükségessé:
- felületi repedések;
- látható súlyos hibák;
- rossz minőségű fémtisztítás a hegesztési zónákban (különösen a technológiai rögzítők),
valamint a következők jelenlétének ellenőrzése és megerősítése:
- a varrás márkajelzése (jelölése) és a gyártás hűsége;
- a varrás szélessége és magassága, a varrás domborúsága és homorúsága;
- a sarokvarrat lábainak megfelelő méreteit.
Észlelhető hibák
A hegesztési varratok szabad szemmel történő vizsgálatakor értékelhető:
- a varratok egyenetlen magassága és szélessége;
- túlzott pikkelyes;
- beáramlások;
- alávágások;
- a varratok túlzott erősödése vagy gyengülése;
- nem főzött kráterek;
- égési sérülések;
- sarokvarrat lábak paraméterei.
A nagyítók és mikroszkópok lehetővé teszik a következők észlelését: - a fémmel végzett munka kötelező lépése.
A fémlemezek és alkatrészek esztergálása speciális berendezések segítségével történik. Olvasson erről bővebben.
Kiváló minőségű és gyors fémvágásra van szüksége? Egy hatékony módszer leírása a linken található.
E módszertan alkalmazási területei
A hegesztési varrat külső vizsgálatát a tisztítási, hőkezelési vagy kezelési eljárás előtt, valamint annak végrehajtását követően kell elvégezni.
A hegesztés minőségének értékelése során a VIC-t használják:
- Informatív módszerként az általános külső állapot leírására.
- Elméleti módszerként a varrat belső állapotának értékelésére és indokként a pontosabb ellenőrzés ajánlására.
- Kiértékelő módszerként egy adott varrat, szerkezet, rendszer és a teljes termék működési feltételeire.
- Ellenőrzési módszerként a technológiai folyamat durva megsértésének felderítésére.
- Előzetes letartóztatási módszerként a leszerelés vagy vészhelyzet elhárítása során.
- Prediktív módszerként a szerkezetek lehetséges megsemmisülésének helyére a talált látható hibák meghatározott csoportja esetén.
- Végső módszerként a szerkezet gyártási vagy javítási technológiai folyamata helyességének, biztonságosságának és stabilitásának értékelésére és következtetéseire.
A szemrevételezéses és mérési ellenőrzés nagyon hatékony módszer az ipari anyagok és hegesztett kötések minőségének ellenőrzésére és újraellenőrzésére az építési munkák során, valamint az építési befejezési igazolás, az üzembe helyezési igazolás, valamint különféle egyéb műszaki igazolások kézhezvétele után.
G. melléklet a vizuális és mérési ellenőrzéshez (ajánlott)
számú törvény _____-tól __________ hegesztési varratok vizuális és/vagy mérési minőségellenőrzése a kötés hegesztése során _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ (terméknév és illesztési szám), az elkészített kötések típusa (típusai) _______________________________________________________________________ jelzi a hegesztési módot és a hegesztési pozíciót a követelményeknek megfelelően a hegesztési technológia _________________________ __________________________________________________________________________________ feltünteti a technológia kódját és az ellenőrzéshez nem hozzáférhető ________________________________________________ a ____________________________________________ a __________________________________________________________________________________ tervdokumentáció által előírt ellenőrzési módot 2. Rétegenkénti vizuális és mérési ellenőrzés esetén szabvány szerinti minőségértékelés ___________________________________________________________________________________________ képesítés, vezetéknév, kezdőbetűk, aláírás sz. képesítési bizonyítvány Vizuális és mérési ellenőrzés felügyelője: _____________________________________________________________________ Vezetéknév, kezdőbetűk, aláírás Megjegyzés. Az okmányt minden egyes hegesztett szerkezetre (kötés vagy kötéscsoport) készítik, amelyet a hegesztési folyamat során ellenőrzésnek vetnek alá. A "_____________ Méretprotokoll" (termék) végrehajtásának követelményei A méretezési jegyzőkönyv csak akkor készül, ha az az ellenőrzött termékre vonatkozó RD-ben vagy PKD-ben szerepel. A termékméretek jegyzőkönyvének (táblázatnak) tartalmaznia kell a termék tényleges méreteit, bizonyos szakaszokban elkészítve, amelyeket a "____________ Mérési séma" határoz meg. A Méretjegyzőkönyv formája (termék) az ellenőrzési munka tervezése és technológiai előkészítése során kerül meghatározásra. A jegyzőkönyvet a méréseket végző személyek és a vizuális és mérésellenőrzési munka vezetője vezetéknév és kezdőbetűk feltüntetésével írják alá.
A „Munkalap elszámolása és a vizuális és mérési ellenőrzés eredményeinek nyilvántartása” tartalmi követelményei
A termékek, termékek és tárgyak ellenőrzésének eredményeit a „Munkakönyvelés és a vizuális és mérési ellenőrzés eredményeinek nyilvántartása” rögzítik, amely jelzi:
1) az ellenőrzött objektum neve és típusa (típusa), száma vagy kódja;
2) az ellenőrzött területek elhelyezkedése és szükség esetén nagysága az ellenőrzési objektumnál;
3) az ellenőrzés lefolytatásának feltételei;
4) gyártásellenőrzési dokumentum, annak száma;
5) az ellenőrzés mérésének módja és az alkalmazott műszerek (eszközök);
6) az ellenőrző objektum anyagának márka- és tételszáma, valamint az anyagra vonatkozó szabvány vagy műszaki előírás megjelölése és az objektum rajzszáma (ez utóbbi csak az alkatrészek és összeszerelési egységek esetében);
7) az ellenőrzés során azonosított hibák főbb jellemzői (alak, méret, elhelyezkedés vagy tájolás az alaptengelyekhez vagy a vizsgálati felületekhez képest);
8) név vagy ND kód, amely alapján a minőségértékelést elvégezték;
9) az ellenőrzési eredmények értékelése;
10) az ellenőrzés időpontja.
Jegyzet. A fentiek helyett megengedett a szervezet által a hatályos szabályozási és műszaki dokumentáció követelményeinek megfelelően kidolgozott egyéb dokumentumok használata, amelyek biztosítják az alkatrészek, szerelvények, termékek azonosítását és nyomon követhetőségét a gyártási folyamatban (telepítés, javítás) , szabályozott paraméterek rögzítése, mennyiségek és ellenőrzési módok, beszámolási és számviteli dokumentációk nyilvántartása vizuális és mérési ellenőrzéshez.
Dokumentum rész: Mintadokumentumok, Törvény
számú törvény _____ -tól __________ hegesztési varratok vizuális és/vagy mérési minőségellenőrzése a kötés hegesztése során
_______________________________________________________________________________________ (terméknév és csatlakozási szám)
1. Ez az aktus igazolja, hogy a hegesztő teljesítette a _________________________________________________________________________________ teljes név, márka
Csatlakozások _________ (lásd a hegesztési listát), csatlakozási típus(ok)
kitöltve
A hegesztési technológia követelményeinek megfelelően _______________________________________________________________________________________________________ adja meg a technológia kódját
És nem hozzáférhető _______________________________________________ jelzi az előírt ellenőrzési módot
Tervezési dokumentáció
2. Rétegenkénti vizuális és mérési ellenőrzés esetén minőségértékeléssel a szabványok szerint _______________________________________________ _______________________________________________________________________________________ (ND kódja vagy neve)
Megállapítást nyert, hogy a hegesztett kötés megfelelőnek minősül, és megfelel a ____________________________________________________________________ követelményeinek (adja meg az RD-t vagy a tervdokumentációt)
Az ellenőrzést végezte: _________________________________________________________ Képesítési szint, Vezetéknév, kezdőbetűk, aláírás sz. képesítési bizonyítvány
Vizuális és mérési ellenőrzési munkavezető: _________________________________________________________________________ Vezetéknév, kezdőbetűk, aláírás
Jegyzet. Az okmányt minden egyes hegesztett szerkezetre (kötés vagy kötéscsoport) készítik, amelyet a hegesztési folyamat során ellenőrzésnek vetnek alá.
Követelmények a "_____________ méretek jegyzőkönyve" (termék) végrehajtásához
A méretezési jegyzőkönyv csak akkor készül, ha az az ND-ben vagy a PKD-ben szerepel az ellenőrzött terméknél. A termékméretek jegyzőkönyvének (táblázatnak) tartalmaznia kell a termék tényleges méreteit, bizonyos szakaszokban elkészítve, amelyeket a "____________ Mérési séma" határoz meg. A méretprotokoll formáját a (termék) határozza meg
Az irányítási munkák tervezése és technológiai előkészítése során. A jegyzőkönyvet a méréseket végző személyek és a vizuális és mérésellenőrzési munka vezetője vezetéknév és kezdőbetűk feltüntetésével írják alá.
Követelmények a „Munkakönyvi napló
és a vizuális eredmények nyilvántartása
és mérési vezérlés"
A termékek, termékek és tárgyak ellenőrzésének eredményeit a „Munkakönyvelés és a vizuális és mérési ellenőrzés eredményeinek nyilvántartása” rögzítik, amely jelzi:
1) az ellenőrzött objektum neve és típusa (típusa), száma vagy kódja;
2) az ellenőrzött területek elhelyezkedése és szükség esetén nagysága az ellenőrzési objektumnál;
3) az ellenőrzés lefolytatásának feltételei;
4) gyártásellenőrzési dokumentum, annak száma;
5) az ellenőrzés mérésének módja és az alkalmazott műszerek (eszközök);
6) az ellenőrző objektum anyagának márka- és tételszáma, valamint az anyagra vonatkozó szabvány vagy műszaki előírás megjelölése és az objektum rajzszáma (ez utóbbi csak az alkatrészek és összeszerelési egységek esetében);
7) az ellenőrzés során azonosított hibák főbb jellemzői (alak, méret, elhelyezkedés vagy tájolás az alaptengelyekhez vagy a vizsgálati felületekhez képest);
8) név vagy ND kód, amely alapján a minőségértékelést elvégezték;
9) az ellenőrzési eredmények értékelése;
10) az ellenőrzés időpontja.
Jegyzet. A fentiek helyett megengedett a szervezet által a hatályos szabályozási és műszaki dokumentáció követelményeinek megfelelően kidolgozott egyéb dokumentumok használata, amelyek biztosítják az alkatrészek, szerelvények, termékek azonosítását és nyomon követhetőségét a gyártási folyamatban (telepítés, javítás) , szabályozott paraméterek rögzítése, mennyiségek és ellenőrzési módok, beszámolási és számviteli dokumentációk nyilvántartása vizuális és mérési ellenőrzéshez.
Mentse el ezt az oldalt.
A hegesztési varrat ellenőrzése szükséges része a különféle kivitelek üzembe helyezésének. Az ellenőrzési műveletek módszereit és eredményeit egy speciális törvény tükrözi.
FÁJLOK
Hogyan ellenőrizzük a hegesztéseket
Valójában számos módszer használható a hegesztési varratok tanulmányozására, például ultrahangos, mágneses, kémiai, kapilláris és más csúcstechnológiás módszerek. Azonban a klasszikus, a mai napig releváns és kereslet - a szokásos szemrevételezés. Célja: megbizonyosodni arról, hogy a varrat jó minőségű, jól hegesztett, nincs rajta alámetszés, megereszkedés, égés, túlzott hámlás és egyéb hibák. Ennek a vizsgálati típusnak az előnyei nyilvánvalóak: nem igényel nagy kiadásokat, ugyanakkor hozzáférhető és meglehetősen informatív, de ezzel együtt vannak hátrányai is: a vizsgálat szubjektivitása, alacsony megbízhatósága, csak vizsgálati lehetőség. a varrás látható része.
A szemrevételezés elvégezhető szabad szemmel (általában nagyméretű, jól látható varratok esetén), és különféle eszközök segítségével, mint például lencsék, mikroszkópok, endoszkópok, hibaérzékelők stb.
A legkisebb rejtett hibák feltárására szolgálnak, amelyeket a varrat külső felületének egyszerű vizsgálatával nehéz észlelni (például mikroszkopikus repedések, bevágások, rétegvesztés, törések stb.). Ugyanakkor vannak olyan eszközök, amelyeket csak laboratóriumi használatra szánnak, illetve olyanok, amelyek „földeken” használhatók. Ez utóbbiak képesek ellenállni bármilyen hőmérsékleti és időjárási körülménynek (beleértve azokat is, amelyek fokozott sugárzási együtthatóval, kémiai, bakteriológiai stb. veszélyt jelentenek az emberre).
Miért van szükség a hegesztési ellenőrzésre?
Az ilyen mélyreható vizsgálat célja nyilvánvaló: általában minden olyan szerkezetet, amely hegesztést használ, úgy tervezték, hogy ellenálljon egy bizonyos, meglehetősen komoly terhelésnek (különösen az épületszerkezetek esetében). És a gyártás során a műszaki szabványoktól való bármilyen eltérés azzal fenyeget, hogy a szerkezet nem fog ellenállni és eltörni, ami viszont nemcsak pénzügyi veszteségekhez, hanem az emberek életének és egészségének veszélyéhez is vezethet.
A hegesztési varratokat gyakran nemcsak a szerkezet gyártása után, hanem annak működése során is ellenőrizzük - ez annak a ténynek köszönhető, hogy korróziónak és egyéb káros hatásoknak lehetnek kitéve. Szintén rendszeres ellenőrzésre van szükség, ha egy elhasználódott szerkezetre több réteget viszünk fel, miközben minden elkészült réteget ellenőrzünk, megmérjük a varrat hosszát, az alapfém vastagságát, és ezeket az adatokat összehasonlítjuk az erre a szakaszra megállapított szabványokkal, terhelését figyelembe véve.
Az ellenőrzések gyakoriságát a jogszabályi normák, valamint a társaság belső szabályzatai határozzák meg.
Az időben és minőségi szemrevételezéssel végzett szemrevételezés lehetővé teszi a varrat tönkremenetelének mielőbbi észlelését, az okok megértését és azok megszüntetésének módját.
Aki az ellenőrzést elvégzi és az aktust elkészíti
A varrat minőségének kezdeti ellenőrzését az azt végző hegesztő végzi. A további ellenőrzést más alkalmazottak végzik: például a telephelyvezető, mérnök stb. Fontos, hogy ezek a személyek rendelkezzenek a hegesztési varratok szemrevételezéses ellenőrzésének technikájához szükséges ismeretekkel, valamint rendelkezzenek a szükséges műszerekkel és rögzítőelemekkel. Arról is legyen elképzelésük, hogyan készítsenek szemrevételezési tanúsítványt a hegesztésekre.
Act formátum
Ma nincs egységes szabvány az aktusnak, ami azt jelenti, hogy bármilyen formában meg lehet tenni. Ha azonban a szervezetnek van saját dokumentumsablonja, amelyet a menedzsment dolgoz ki és hagy jóvá, akkor azt kell használni. Jó, ha az aktus formátumát a vállalkozás számviteli politikájában feltüntetik.
A hegesztési varratok szemrevételezéses ellenőrzése végrehajtásának jellemzői
A cselekmény lebonyolítására vonatkozóan szintén nincsenek követelmények, vagyis lehet kézzel vagy számítógéppel gépelve, céglogós és -részletes nyomtatvány, közönséges papírlap alkalmas rá. Az egyetlen dolog: ha elektronikus nyomtatvány készült, akkor azt ki kell nyomtatni a benne lévő felelősök aláírására. Az aktus egy eredeti példányban készül, amelyet számmal kell ellátni.
Az aktus nyilvántartása és tárolása
Az aktusra vonatkozó információkat külön nyilvántartásba kell venni, amelybe elegendő feljegyezni annak számát és létrehozásának dátumát. Az elkészült aktus tárolási idejét a vállalkozás adminisztrációja egyedileg határozza meg, a törvény által megállapított normák, valamint a társaság belső igényei alapján.
Az aktust külön mappában kell tárolni, vagy abban a szerkezeti egységben, amelyben keletkezett, vagy a szervezet archívumában.
Ha olyan hegesztési vizsgálati jegyzőkönyvet kell készítenie, amelyet még soha nem csinált, használja az alábbi mintát, és olvassa el a hozzá tartozó megjegyzéseket - ezek segítenek a szükséges dokumentum hibák és félreértések nélküli elkészítésében.
- Először írja be a vállalkozás nevét az aktusba, majd rendeljen számot a dokumentumhoz, jelölje meg létrehozásának dátumát és helyét.
- Ezután írja be a beosztásba a hegesztést megvizsgáló alkalmazottak teljes nevét (ha különböző vállalkozások képviselői, tüntesse fel mindegyikük nevét).
- Ezt követően lépjen a fő részre: adja meg a munkavégző adatait: beosztás, teljes név, majd írja be ide a vizsgált hegesztési varratok adatait: számukat, acélminőséget és egyéb azonosító értékeket.
- Tüntesse fel a vizsgálat során használt eszközöket, eszközöket, az összes alkalmazott módszert, azok eredményeit, valamint adjon ajánlásokat további vizsgálati módszerekre.
- A végén mindenképpen összegezze az aktuális ellenőrzést, tegyen aláírásokat.
A hegesztett kötések minőségének értékeléséhez létrejön az ellenőrző hegesztett kötés fogalma. Ellenőrző varratnak minősül az a hegesztett kötés, amely megegyezik az ellenőrzött gyártású hegesztett kötésekkel: az összeillesztendő elemek acélminősége, vastagsága és átmérője, a kötés típusa és kialakítása, valamint a horony alakja. légy ugyanaz. Az azonos típusú kötések vizsgálatakor az ellenőrző hegesztett kötés vastagságának és átmérőjének meg kell felelnie a hegesztett kötések szabványos méreteinek valamelyikének. Az ellenőrző hegesztett kötés készítésének technológiai eljárásának meg kell felelnie a vezérelt szerelvények gyártásánál vagy csővezetékre történő csatlakoztatásánál alkalmazott technológiai eljárásnak. Ugyanazt a hegesztési módszert, azonos helyzetben, azonos hegesztőanyagot, azonos márkát és átmérőt, azonos üzemmódok mellett, azonos fűtéssel, azonos hőkezeléssel stb. kell használni. az általuk ellenőrzött gyártási hegesztett kötések idejére, ugyanazon hegesztő által, ugyanazon a berendezésen és azonos technológiával, speciálisan kijelölt felelős személyek felügyelete mellett.
A kontrollvegyületek hőkezelését a termékkel együtt (általános kemencében végzett hőkezelés során) kell elvégezni, ha ez nem lehetséges, külön-külön, a PDD által a vegyületek előállítására meghatározott fűtési és hűtési módszereket és hőmérsékleti feltételeket alkalmazva. Ha a szabályozott hegesztési kötéseket ismételt hőkezelésnek vetik alá, akkor a vezérlőkötést is ugyanannyi hőkezelésen kell átesni, azonos üzemmódokban. Ha a gyártási csatlakozást ismételten magas temperálásnak vetették alá, akkor a vezérlőcsatlakozást egyszeri megeresztésnek lehet alávetni, amelynek tartási ideje a teljes tartási idő legalább 80%-a a gyártási csatlakozás összes magas temperálásánál.
Az ellenőrző hegesztett kötést 100%-ig ugyanazokkal a roncsolásmentes vizsgálati módszerekkel kell ellenőrizni, mint a gyártási hegesztett kötéseknél. Nem kielégítő kontrolleredmény esetén a kontrollvegyületeket ismét kétszeres mennyiségben kell elkészíteni. Ha az ismételt roncsolásmentes vizsgálat során nem megfelelő eredmények születnek, akkor az összesített eredmény nem tekinthető kielégítőnek. Ebben az esetben az anyagok minőségét, a felszerelést és a hegesztő képesítését további ellenőrzéseknek kell alávetni.
Minden hegesztett kötésnek rendelkeznie kell egy márkajelzéssel vagy más szimbólummal, amely lehetővé teszi a csatlakoztatást végző hegesztő nevének megállapítását.