Az orosz VM127M függőleges marókonzol a 6P13, 6T13, FSS450R gépek analógja, és mindenféle acélból, öntöttvasból és színesfémből készült alkatrész, valamint vég-, hengeres-, sugár- és egyéb vágóelemek marásához készült.
A VM127M gép képes kezelni függőleges, vízszintes és ferde síkokat, hornyokat, sarkokat, kereteket stb.
Alapvető változások, amelyek a VM127M gép tervezésénél történtek 2012 -ben.
- Az ágy függőleges vezetőinek kialakítása a Dovetail profilról az U alakú profilra változott, ami lehetővé tette a munkadarab súlyának 800 kg-ra történő növelését
- A mechanikus adagolódobozt kicserélték a fokozatmentes szabályozáshoz (szervomotor), a vágási feltételek pontosabb és gyorsabb beállításához, valamint a feldolgozási termelékenység növeléséhez.
- A digitális kijelzővel rendelkező gép gyártásakor az alkatrészeket importált gyártóra cserélték, mágneses vonalzók helyett optikai helyett.
A gép műszaki jellemzői és merevsége lehetővé teszi a nagysebességű és keményfém szerszámok képességeinek teljes körű kihasználását.
Külön megrendelésre, felár ellenében a VM127M gép felszerelhető 127-13 kiegészítő tartozékkal.
A könnyű karbantartás és a szerelvények és szerszámok gyors cseréje jelentős kényelmet jelent, amikor a gépet kisüzemi gyártásban használják.
A téglalap alakú konzolos vezetők, amelyek felváltották a fecskefarkú vezetőket, növelték a gép szerkezetének merevségét és 800 kg -ra növelték a munkadarabok súlyát.
Automatikus rendszer Az egységek kenése biztosítja a gép egyszerűségét és megbízhatóságát a legsúlyosabb üzemi körülmények között.
VM127M gép hozzá. a táblát az asztal mozgásának digitális jelzésére szolgáló eszközzel egészítik ki.
A VM127M gép tanúsítottan megfelel a GOST 12.2.009, GOST R IEC 60204-1-99 követelményeinek. TU3-178M-89
Éghajlati viszonyok UHL4 GOST 15150-69.
A VM127M marógép műszaki jellemzői
| Jellegzetes | Jelentése |
|---|---|
| Munkafelület méretei (hossz x szélesség), mm | 1600x400 |
| T-alakú hornyok száma | 3 | 800 |
| Az asztal legnagyobb mozgása, mm: | |
| - hosszanti mechanikus / kézi | 1010/1010 |
| - keresztirányú mechanikus / kézi | 300(280*)/320 |
| - függőleges mechanikus / kézi | 400/420 |
| Az asztal mozgatása a végtag egy osztásával (hosszanti, keresztirányú, függőleges), mm | 0,05 |
| Az asztal mozgatása a tárcsa egy fordulata miatt, mm: | |
| - hosszanti | 4 |
| - keresztirányú | 6 |
| - függőleges | 2 |
| Az asztalmozgások lineáris koordinátáinak pontossága (DRO -val felszerelve), μm | |
| - hosszirányú ("X" koordináta) | 50* |
| - keresztirányú ("Y" koordináta) | 50* |
| - függőleges ("Z" koordináta) | 50* |
| Orsó kúpos | AT50 |
| Az orsó toll legnagyobb mozgása, mm | 80 |
| A legnagyobb és legkisebb mozgás az orsó végétől az asztal munkafelületéig kézi mozgatás közben, mm | 30-500 |
| Távolság az orsó tengelyétől az ágy függőleges vezetőiig, mm | 420 |
| Az orsófej forgásszöge, fok | ± 45 |
| Orsósebességek száma | 18 |
| A fokozatmentesen beállítható előtolás határai, mm / perc: | |
| - hosszirányú munkavégzés / gyorsítás | 25-1250/3000 |
| - keresztirányú munkavégzés / gyorsítás | 25-1250/3000 |
| - függőleges működés / gyorsítás | 8,3-416,6/1000 |
| Elektromotor teljesítmény, kW: | |
| - fő mozgás | 11 |
| - előtolás | 2,1 |
| Az elektromos szivattyú teljesítménye folyadékhűtéshez, kW | 0,12 |
| Hűtőfolyadék -szivattyú teljesítménye, l / perc | 22 |
| Gépi pontossági osztály | H |
| Súly |
A VM127 függőleges konzolos marógépet mindenféle acélból, öntöttvasból és színesfémből készült alkatrész és marógép marásához tervezték. sugár és egyéb vágók. Az alkatrész tömege a készülékkel együtt legfeljebb 300 kg.
A gép képes kezelni a függőleges, vízszintes és ferde síkokat, hornyokat, sarkokat, kereteket, fogaskerekeket stb.
A gép műszaki jellemzői és merevsége lehetővé teszi a nagysebességű és keményfém szerszámok képességeinek teljes körű kihasználását.
A gép különféle félautomata és automatikus ciklusokra való konfigurálásának képessége lehetővé teszi a többállomásos szolgáltatás megszervezését.
A gépet marási munkák elvégzésére tervezték egyéni és sorozatgyártási körülmények között.
Kinematikai diagram

Fő mozgáshajtás

A fő mozgást karimás villanymotor hajtja egy rugalmas tengelykapcsolón keresztül.
Az orsó fordulatszáma három fogazott tömb mozgatásával változik a bordázott tengelyek mentén.
A sebességváltó 18 különböző sebességet ad az orsónak.
A géporsó fordulatszámának grafikonja, amely a fő mozgásmechanizmus szerkezetét magyarázza, az ábrán látható. kilenc.
Feed hajtás

Az előtolást a konzolba szerelt karimás villanymotor hajtja. Két háromkoronás blokk és egy mozgatható fogaskerék segítségével, amelyek tengelykapcsolóval vannak ellátva, az adagolódoboz 18 különböző előtolást biztosít, amelyeket golyós biztonsági tengelykapcsolón keresztül továbbítanak a konzolra, majd a megfelelő bütykös tengelykapcsoló bekapcsolásakor a csavarok hosszirányú, keresztirányú és függőleges mozgáshoz.
Gyorsított mozgások érhetők el a nagy sebességű tengelykapcsoló bekapcsolásakor, amelynek forgatása a közbenső fogaskerekeken keresztül történik közvetlenül az előtolómotorból.
A tengelykapcsoló össze van kötve a működő előtoló tengelykapcsolóval, ami kizárja az egyidejű bekapcsolás lehetőségét.
A gép előtoló mechanizmusának felépítését bemutató grafikon az ábrán látható. 10. A függőleges előtolások háromszor kisebbek, mint a hosszirányúak.
Stanina
Az ágy az alapegység, amelyre a gép többi egysége és mechanizmusa fel van szerelve.
Az ágy mereven rögzítve van az alaphoz, és csapokkal van rögzítve.
Forgatható fej

A forgófej (14. ábra) az ágy nyakának gyűrű alakú hornyában van középpontban, és négy csavarral van rögzítve a habokhoz, amelyek belépnek a karima T-hornyába.
Az orsó kétcsapágyas tengely, amely csúszó hüvelybe van szerelve. Az orsó tengelyirányú játékának szabályozását a 3 és 4 gyűrűk csiszolásával hajtják végre. Az elülső csapágy megnövekedett játékát a 6 félgyűrűk csiszolásával és az 1 anya meghúzásával lehet kiküszöbölni.
az 1 anyát a 2 csavar kicsavarásával oldjuk ki a lyukon keresztül;
az 1 anyát acélrúddal rögzítik. Az orsó gallérja mentén a csavarhúzó meghúzza az anyát, és ez megmozgatja a belső csapágyversenyt!
egy szonda méri a csapágy és az orsó váll közötti rés méretét, majd a 6 félgyűrűket a kívánt értékre csiszolják. "
a félgyűrűket a helyükre szerelik és rögzítik:
A 0,01 mm -es sugárirányú játék elkerülése érdekében a félgyűrűket körülbelül 0/12 mm -re kell lecsiszolni.
A csapágy holtjátékának ellenőrzése után az orsót a maximális fordulatszámmal járatják be.
A csapágyak felmelegedésének mértékét az jellemzi, hogy a kúpos furat belső felületének hőmérsékletét elektrotermométerrel mérik.
Túlzott felületi hőmérséklet szerszámkúp nem haladhatja meg az 55 ° C -ot.
Az orsó forgása a hajtóműből egy kúppáron és egy fejen elhelyezett hengeres fogaskeréken keresztül történik.
A forgófej csapágyait és fogaskerekeit az ágyszivattyúból kenik, a hüvelymozgás mechanizmusát pedig befecskendezéssel.
Sebességváltó

A sebességváltót közvetlenül a keretbe szerelték. A doboz és az elektromos motor tengelyének csatlakoztatását rugalmas tengelykapcsolóval kell elvégezni, amely 0,5-0,7 mm-ig lehetővé teszi a motorbeállítások eltérését.
A sebességváltó a jobb oldali ablakon keresztül ellenőrizhető.
A sebességváltó kenését egy dugattyús szivattyú (13. ábra) végzi, amelyet excentrikus hajt. Szivattyú teljesítmény; kb. 2 l / perc. Az olaj szűrőn keresztül kerül a szivattyúba. A szivattyúból az olaj az olajelosztóba áramlik, ahonnan egy rézcsövön keresztül a szivattyú vezérlőszeméhez, valamint egy rugalmas tömlőn keresztül a forgófejhez kerül. A hajtómű elemeit a sebességváltó felett elhelyezkedő olajelosztó cső lyukaiból származó fröccsenő olajjal kell kenni.
Sebességváltó

A sebességváltó lehetővé teszi
válassza ki a kívánt sebességet a köztes szakaszok egymás utáni áthaladása nélkül.
1. sín (16. ábra). az 5 váltókarral mozgatva, a 2. szektor segítségével a 8 villán keresztül (15. ábra), a főgörgőt a 7 váltótárcsával tengelyirányban mozgatja.
A váltótárcsa a 14 és 16 kúpos fogaskerekeken keresztül forgatható 9 sebességmérővel. A tárcsa több, bizonyos méretű lyukból álló sorral rendelkezik, amelyek a 17 és 19 állvány csapjaival szemben helyezkednek el.
Az állványok párosával vannak összekötve a 18 fogaskerékkel. Az egyes rackpárok egyikére egy váltóvilla van rögzítve. Amikor a tárcsát a pár egyik gombjának megnyomásával mozgatják, akkor a sínek oda -vissza mozognak.
Ebben az esetben a tárcsaút végén lévő villák bizonyos fogaskerekek kapcsolásának megfelelő pozíciót foglalnak el. Annak érdekében, hogy a sebességváltók merev leállása ne történhessen kapcsoláskor, a 6 állvány csapjai rugósak.
A tárcsa rögzítését a sebesség kiválasztásakor a 10 golyó 10 hornyába ugró 13 golyó biztosítja.
A 11 rugó beállítását a 12 dugó végzi, figyelembe véve a végtag egyértelmű rögzítését és a forgatáskor fellépő normál erőt.
Az 5 fogantyút (lásd a 16. ábrát) zárt helyzetben a 4 rugó és a 3 golyó tartja. Ebben az esetben a fogantyú tüske belép a karima hornyába.
A sebességeknek az indikátoron feltüntetett értékeknek való megfelelését a kúpkerekes fogaskerekek egy bizonyos pozíciója biztosítja a kapcsoláson. A helyes bekapcsolást a párosító fogak végén és az üregben lévő magok, vagy a mutató 31,5 fordulat / perc sebességbe állítása határozza meg. és a tárcsát villával a 81,5 fordulat / perc sebességbe. A kúpos pár bekötésének hézagja nem lehet nagyobb 0,2 mm -nél, mivel a tárcsa így akár 1 mm -ig is el tud forogni.
Sebességváltó

Az adagolódoboz működő adagolást és az asztal, a dia és a konzol gyors mozgását biztosítja. Az adagolódoboz kinematikáját lásd az ábrán. nyolc.
A blokkok kapcsolása eredményeként kapott forgási sebességek golyós biztonsági tengelykapcsolón, 15 bütykös tengelykapcsolón és 16 perselyen keresztül, a kulccsal a 15 bütykös tengelykapcsolóhoz és a kimenethez továbbítva kerülnek a 7 kimenő tengelyre (17. ábra). tengely 7.
Amikor az adagolószerkezet túlterhelődik, a golyók, amelyek érintkeznek a 17 bütykös hüvely lyukaival, összenyomják a rugókat, és érintkezésből kilépnek. Ebben az esetben a 2 fogaskerék elcsúszik a 17 bütykös hüvelyhez képest, és a munka előtolás leáll. A gyors forgás az elektromos motorból, az adagoló dobozt megkerülve, a 6 fogaskerékre kerül, amely a 10 tengelykapcsoló ház szárán ül, és így állandó sebességgel rendelkezik. A szerelés során ellenőrizze a 8. anya feszességét. A súrlódó tengelykapcsoló testének szabadon kell forognia a fogaskerék 9 és a tolócsapágy között.
A tengelykapcsoló -tárcsák az egyiken keresztül kapcsolódnak a tengelykapcsoló -házhoz, amely folyamatosan forog, és a 4 perselyhez, amely viszont kulccsal csatlakozik a 7 kimeneti tengelyhez.
Amikor a 15 bütykös tengelykapcsoló a 14 hüvely véglapján és az 5 anyán van nyomva, a 11 és 12 tárcsák összenyomódnak, és gyors forgást továbbítanak a 7 kimenő tengelyre és a 9 fogaskerékre.
A biztonsági tengelykapcsoló beállításakor a 19 fedelet le kell venni (18. ábra) és a 20 dugót ki kell csavarni.
Tápkapcsoló doboz

Az adagoló kapcsoló doboz (19. ábra) az adagoló doboz szerelvényben található. Működésének elve logikus a sebességváltó működéséhez.
A 21 tárcsa tengelyirányú elmozdulásának megakadályozása érdekében a 29 görgőt bekapcsolt helyzetben 24 golyóval és 28 perselymel rögzítik. A 27 henger gyűrűs hornyába kerülve a golyók felszabadítják a 29 görgőt a rögzítéstől gomb megnyomásával
A kapcsolótárcsa forgása rögzített: 21 golyóval, 22 rögzítővillán 25, kulccsal 29 hengerrel összekötve. A kapcsolótárcsa forgásának rögzítő erejét egy 23 menetes dugó szabályozza.
Az adagolódoboz kenését a konzol kenőrendszeréből származó olaj fröccsenésével hajtják végre. Ezenkívül a konzollemez alsó részén van egy lyuk (fúrás a kenési szivattyú ürítő üregébe), amelyen keresztül a kenőanyag az adagoló doboz olajelosztójába áramlik.
Az olajelosztásból két csövet eltérítenek: egy lyuk a szivattyú működésének ellenőrzésére és a csapágyak kenésére. Közvetlenül az olajelosztón keresztül olajat szállítanak a súrlódó tengelykapcsoló csapágyainak kenésére.
Konzol

A konzol az alapegység, amely egyesíti az állománytápláló lánc csomópontjait. Számos tengely és fogaskerék van felszerelve a konzolba, amelyek három irányban továbbítják a mozgást az adagolódobozból - a hossz-, kereszt- és függőleges előtolás csavarjaihoz, egy mechanizmus a nagy sebességű "előtolók elektromos motorjának bekapcsolásához". A "konzol" egység tartalmaz egy mechanizmust a keresztirányú és függőleges előtolások bekapcsolására.
A 8 fogaskerék (20. ábra) mozgást fogad a 9 fogaskeréktől (lásd a 17. ábrát), és átviszi a 7, 4, 2 és 1 fogaskerekekbe (lásd a 20. ábrát). A 4. fogaskerék csapágyra van szerelve, és képes a mozgást a tengelyhez csak a tengelyhez csatlakoztatott 6 bütykös tengelykapcsolón keresztül Ezután egy hengeres és egy kúpkerekes fogaskerékpáron keresztül a mozgás továbbadódik a 14 csavarhoz (21. ábra).
A 10 és 15 kúpos pár kapcsolódását a 12 és 13 kompenzátorok állítják be, és egy csavarral rögzítik, amely illeszkedik a 11 csap lyukába.
A 16 hüvely technológiai jelentőségű, és soha nem leszerelhető.
A függőleges mozgású anya rögzítve van az oszlopban. Az oszlop pontosan a csavarra van felszerelve és csapokkal rögzítve a gép alján.
A fogaskerék 2 (lásd a 20. ábrát), egy hüvelyre felszerelve, folyamatosan forgatja a hosszanti löketlánc IX tengelyét a kulcson és a réseken keresztül.
Az X keresztbehajtó csavar a 2 fogaskeréken és a tengelyen szabadon ülő 1 keréken keresztül forog, amikor a keresztirányú tengelykapcsoló be van kapcsolva.
A VII és VIII tengelyek szétszereléséhez el kell távolítani az adagoló dobozt és a konzol bal oldalán lévő fedelet, majd a konzol ablakon keresztül csavarja le a 8 és 9 fogaskerekek ütközőit.
A csúszda szétszerelhető a bordázott tengely eltávolítása után IX.
Amikor eltávolítja a csúszkát, el kell távolítania a kereszttartó tartót vagy a keresztbevezető csavart is.
Függőleges és keresztirányú előtolás bekapcsolásának mechanizmusa

A függőleges és keresztirányú előtolások bekapcsolásának mechanizmusa külön házban van, és szabályozza a kereszt- és függőleges előtolás vezérlőkarok, valamint az elektromos motor be- és kikapcsolását. tengelykapcsolókon, és a csapokon keresztül - a pillanatnyi végálláskapcsolók, amelyek a mechanizmus alatt helyezkednek el és az előtolómotor megfordítására szolgálnak. Középső részén egy kar van hozzáerősítve, amelyre a bütykök hatnak, korlátozva a keresztirányú löketet. A végén a karnak van egy karja, amely korlátozza a függőleges mozgásokat. Az oldalsó löket be- és kikapcsolásakor a tolóerő fordítva mozog, és a függőleges löket forog.
A "zár", amely megvédi a kézikereket és a kézikereket a bekapcsolástól a mechanikus előtolás bekapcsolásakor, tartalmaz egy billenőkart 6 és egy 5 csapot (lásd 20. ábra).
Amikor a bütyök tengelykapcsolóját bekapcsolt fogantyúval kapcsolja be. Amikor a tengelykapcsoló mozog, a 6 lengőkar elfordul, mozgatja a csapszeget, amely a kézikerék vagy a fogantyú bütyök tengelykapcsolójának aljához támaszkodik, és eltolja őket, megakadályozva a bütykök bekapcsolódását.
Ha a rendszer megnövelt holtjátékkal rendelkezik, ki kell nyomni a VII tengelydugót, ki kell oldani a 30 anyát (lásd 23. oldal) és el kell forgatni a 31. csavart.
A konzol kenési rendszere egy dugattyús szivattyút (24. ábra), egy orsószelepet (25. ábra), egy olajelosztót és a belőle kinyúló csöveket tartalmaz, amelyek olajat szállítanak a csapágyakhoz, fogaskerekekhez, csavarokhoz a kereszt- és függőleges mozgáshoz. A dugattyús szivattyú a konzol, a betápláló doboz, az asztali csúszóberendezés mechanizmusainak kenéséhez szívja be az olajat az olajfürdő szűrőhálóján keresztül, és táplálja a csövön keresztül az orsószelephez.
Az orsószelepről a kp cső a konzol függőleges vezetéseinek kenésére, az "asztalcsúszós" szerelvény rugalmas tömlőjének csatlakozása és a konzol olajelosztója el van terelve. A szivattyú teljesítménye kb. 1 l / perc.
Asztal és szán

Az asztal és a csúszda (26. ábra) biztosítja az asztal hossz- és keresztirányú mozgását.
Az 1 vezetőcsavar elfordulást végez a 9 hüvely csúszókulcsán keresztül, amely az 5 és 7 perselyekbe van szerelve. A hüvely a 6 bütykös tengelykapcsoló rúdjain keresztül forog, amikor az 5 hüvely merevségeivel összekapcsolódik a 4 kúpos fogaskerékhez. Az 5 hüvely fogazott peremmel rendelkezik, amellyel összekapcsolódik a kerek asztal meghajtásának fogaskereke. A 6 bütykös tengelykapcsoló fogazott gyűrűvel rendelkezik a hosszirányú előtolócsavar forgatásához, amikor a kézikerékről mozog. A 45 fogaskerekű (30. ábra) rugós, ha egy fog ütközik. A 45 fogaskerékkel való összekapcsolás csak akkor lehetséges, ha a 6 tengelykapcsoló 5 hüvellyel kioldódik (lásd a 20. ábrát).
Így a 24 kézikerék (30. ábra) blokkolva van a mechanikus előtolás során.
A 2. és 3. ólomcsavar anyák (26. ábra) a csúszka bal oldalán találhatók. A jobb oldali 3 anyát két csapszeggel rögzítjük a csúsztató testében, a bal 2 anyát, amelynek végét a jobbra támasztva, amikor csigával forgatjuk, kiválasztja a holtjátékot a csavarpárban. A rés beállításához lazítsa meg a 11 anyát (27. ábra) p, forgassa el a 10 görgőt, húzza meg a 2 anyát (26. ábra). A holtjátékot addig kell megválasztani, amíg a hosszanti kézikerék elforgatásával ellenőrzött ólomcsavar holtjátéka 3-5 ° -nál nem nagyobb, és amíg a csavar beakad a munkalökéshez szükséges helyen, amikor mozgatja a táblázat manuálisan.
Beállítás után húzza meg a 11 rögzítőanyát (lásd 27. ábra), rögzítse a 10 görgőt a beszerelt helyzetbe.
Az asztal a végein konzolokon keresztül csatlakozik a vezetőcsavarhoz, amelynek felszerelése a csavar tényleges elhelyezkedése szerint történik, és vezérlőcsapokkal van rögzítve. A csapágyak a csavar különböző végeire vannak felszerelve, kiküszöbölve a kihajlás lehetőségét. A csavar beszerelésekor a vezetőcsavart 100-125 kg erővel anyákkal kell előtölteni.
Az asztal és a csúszka irányában lévő hézagot ékekkel választjuk ki. A 12 asztali ék beállítása (28. ábra) laza 13 és 15 anyákkal történik, a 14 csavar csavarhúzóval történő meghúzásával.
Miután ellenőrizte a beállítást az asztal kézi mozgatásával, az anyákat biztonságosan meg kell húzni.
A vezetőlemezen lévő hézagot a 17 csipesz állítja be a 10 nedvszívó segítségével. A beállítás mértékét a csúszka kézi mozgatásával ellenőrzik.
A csúszda rögzítését a konzol vezetőin a 8 rúd biztosítja (lásd 26. ábra).
Elektromos diagram

A kapcsolási rajz lehetővé teszi, hogy a gépen a következő módokban dolgozzon: "Vezérlés a fogantyúkról", "Automatikus vezérlés" az asztal hosszirányú mozgásaihoz "" Kerek asztal ".
A gépet csatlakoztatja a hálózathoz, és leválasztja az S 1 bemeneti kapcsolóról. Az üzemmódot az S 6 kapcsolóval lehet kiválasztani. A gép működését a beállítási módban, amikor az orsó nem forog, az S 2 tolatókapcsoló a középső golyós pozíció.
FIGYELEM!
Mielőtt a GÉPET KIKAPCSOLJA A HÁLÓZATTÓL, VAGY TÁROLJUK, MIKOR AZ ORSÓ VILLAMOS MOTOR MŰKÖDIK, SZÜKSÉGES LEÁLLÍTANI AZ ELEKTROMOS MOTOROT a STOP GOMBBAL.
Az orsó fordulatszámának és az előtolásnak a gépben történő kapcsolásának megkönnyítése érdekében az orsómotor impulzusos bekapcsolását az előtoló motor a gombja - az S 14 impulzushatároló kapcsoló biztosítja. Az S 9 gomb megnyomása bekapcsolja a K4 és K "1. NO K1 érintkezők bekapcsolják a rövidzárlati relét, amely n.o. érintkezőik miatt önellátóvá válik, és N.C. érintkező megszakítja a K4 tápáramkört.
- A fogantyúkról vezérelve az elektromos áramkör munkáját az S17 vezérlők érintkezőin keresztül a munka láncok lezárásával biztosítják; S19; S15; S16; S20 Az előtolómotor be- és kikapcsolását két vezérlőberendezés végzi: az S 17 hosszirányú előtoláshoz; S 19, függőleges és keresztirányú előtoláshoz - S5; S6. Az orsóforgatás engedélyezése és letiltása a "Start", S 10, S 11, "Stop" gombokkal történik. S8. A "Stop" gomb megnyomásával, az orsó forgó motor leállításával egyidejűleg az előtoló motor is kikapcsol.
Az asztal gyors mozgása akkor következik be, amikor az S 12 gombot megnyomja a "Fast", amely magában foglalja a nagy sebességű V1 rövidzárlat indító elektromágnest.
Az orsómotor fékezése elektrodinamikus, és a K2 indító hajtja végre, amely egyenáramú áramkört hoz létre a VI egyenirányítótól az állórész tekercseléséig. A K1 feszültségrelé védi a diódákat a meghibásodástól. A T1 tekercs feszültsége 36 V 220 V hálózati feszültségnél és 65 V 380 V hálózati feszültségnél.
Az egyik előtoláson végzett munka során a másik előtolás véletlen bekapcsolásának lehetősége kizárja egymást, a blokkolást az S 15-S19 végálláskapcsolók végzik.
Az automatikus vezérléshez az S 6 kapcsolót "Automatikus ciklus" állásba kell állítani. Ezenkívül a gép csúszdájában található görgőt mechanikusan „automatikus ciklus” állásba kell kapcsolni.
Az utolsó görgős helyzetben a hosszirányú löket vezérmű tengelykapcsolója reteszelődik, és az S 20 végálláskapcsoló le van nyomva.
Az automatikus vezérlés az asztalra szerelt bütykökkel történik. Amikor az asztal mozog, a bütykök a hosszirányú előtoló fogantyúra (lásd 34. ábra) és a felső 2 lánckerékre hatva elvégzik a szükséges kapcsolásokat az elektromos áramkörben és a mechanizmusokban.
Az automatikus ciklusokban a gyors haladást az S 18 végálláskapcsoló végzi. Az S 20 végálláskapcsoló kizárja a keresztirányú és függőleges előtolás bekapcsolásának lehetőségét ebben az üzemmódban. Az elektromos áramkör működését ebben az üzemmódban a diagram magyarázza, és a következőképpen jár el: amikor az 1 fogantyú ki van kapcsolva, a 4 rúdnak a lánckerék 3 mély hornyában kell lennie, az S végálláskapcsoló 41 -17 érintkezőiben. 18 -at be kell zárni (0. pozíció az ábrán). Az 1 fogantyút jobbra kapcsolva aktiválódik az asztal gyors haladása jobbra (az 1. pozíció az ábrán). A gyorsmenet leállítása a kívánt ponton akkor következik be, amikor a Za bütyök a lánckerékre 2 hat (a diagram 2. helyzete), amikor a 4 rúd elfordul, a 3 lánckerék kis üregébe esik, és az S18 végálláskapcsoló mindkét érintkezője nyisd ki. Tálalás közben az asztal tovább mozog. Amikor az 1a és 3b bütykök az 1 fogantyúra és a lánckerékre 2 hatnak, az előtolás megfordul, és a gyorsmenet balra kapcsol (a diagram 3. és 4. pozíciója). Amikor az 1 fogantyú átmegy a 0 helyzeten, a Ko indítót az S 18 végálláskapcsoló 33-43 érintkezőin keresztül hajtják. A 4 rúdnak ebben a pillanatban a lánckerék 3 állandó görbületének tartományában kell lennie (3 pozíció a diagram). A gyorsjárat leállítása balra és a ciklus vége akkor történik, amikor az 1 fogantyút a 6 bütyök a semleges helyzetbe mozgatja (az 5. helyzet az ábrán).
Az elektromos áramkör munkája más ciklusokban is hasonló.
Információ a VM127 konzol típusú marógép gyártójáról
Függőleges konzolmarás univerzális gép A VM127 -et a vállalat gyártotta Votkinsk gépgyártó üzem, 1759 -ben alapították.
Jelenleg az OJSC "Votkinskiy Zavod" a rakéta- és űrkomplexum vezető vállalata, valamint polgári termékek széles skálájának gyártója.
A Votkinsk gépgyártó üzemben fémvágó gépeket 1956 óta gyártanak. Ezek VM127 függőleges marógépek-a 6R13, 6M13, VM127M, VM130 gépek analógjai, asztali eszterga Universal-V, valamint CNC marógépek VM133, VM500PMF4.
VM127 (VM-127) függőleges konzolmarógép. Cél, hatókör
A BM127 függőleges konzolos marógépet acélból, öntöttvasból és színesfémekből készült ötvözetek és ötvözetek mindenféle marásához tervezték vég-, vég-, hengeres-, sugár- és egyéb marógépekkel egyedi, kis- és sorozatgyártás esetén . Az alkatrész tömege a készülékkel együtt legfeljebb 300 kg.
A VM127 konzol típusú marógép 1980-ban váltotta fel a jól ismert 6P13 marógépet, amelyet a Gorkij marógépgyárban fejlesztettek ki, és a 80-as évek végén a fejlettebb VM127M váltotta fel.
A gép képes kezelni a függőleges, vízszintes és ferde síkokat, hornyokat, sarkokat, kereteket, fogaskerekeket stb.
A gép személyre szabásának lehetősége különböző félautomata és automatikus ciklusokhoz lehetővé teszi a többállomásos szolgáltatás megszervezését
A BM 127 gép főmozgásának erőteljes hajtása és a gondosan kiválasztott áttételi arányok optimális feldolgozási körülményeket biztosítanak különböző vágási körülmények között, valamint a nagysebességű és keményfém szerszámok képességeinek teljes kihasználását.
A VM127 gép könnyű karbantartása, a szerelvények és a szerszámok újbóli beállítása jelentős kényelmet nyújt a gép kisüzemi gyártásakor.
Az egységek automatikus kenési rendszere biztosítja a gép szerénységét és megbízhatóságát a legsúlyosabb üzemi körülmények között.
A VM127 függőleges konzolmarógép általános nézete DRO-val

Fotókonzol marógép VM127
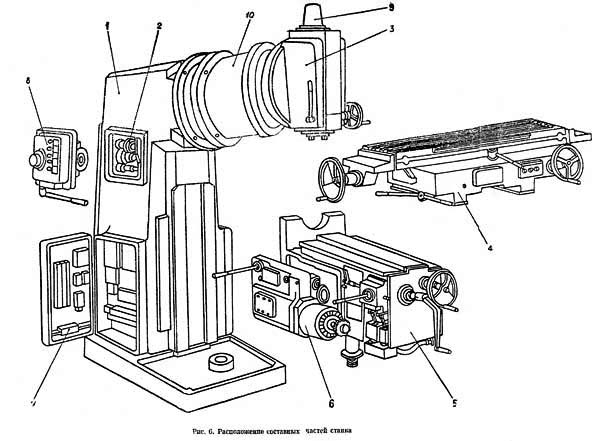
A konzol marógép alkatrészeinek elhelyezkedése vm127
A VM127M (VM-127) konzol típusú marógép fő egységeinek listája
- Ágy - VM127.01.010
- Sebességváltó - VM127.03.010
- Forgatható fej - 6P13.31.01V
- Asztal - dia - 6R13.7.01B
- Konzol - 6R13.6.01B
- Feed doboz - VM127.4.01
- Elektromos berendezések - 6P13.8
- Orsó fordulatszám kapcsoló doboz - 6P13.5.01
- Elektromechanikus szerszámszorító eszköz - 6R13K.93.000
A VM127 marógép kezelőszerveinek elhelyezkedése

A konzol marógép alkatrészeinek elhelyezkedése vm127
VM127 marógép kezelőszerveinek listája
- Leállítás gomb (ismétlés)
- Orsóindító gomb (ismétlődő)
- Az orsó fordulatszámának nyílmutatója
- Orsó fordulatszám kijelző
- "Gyors asztal" gomb (ismétlődő)
- Orsó impulzus gomb
- Szerszámbilincs-kioldó kapcsoló
- A fej forgatása
- Az orsó hüvelyének rögzítése
- Automata ciklusmechanizmus lánckerék
- Fogantyú az asztal hosszirányú mozgatásához
- Asztali bilincsek
- Kézikerék az asztal kézi hosszirányú mozgatásához
- Gyors asztal gomb
- Orsóindító gomb
- Stop gomb
- Kapcsoló az asztal hosszirányú mozgásának kézi vagy automatikus vezérléséhez
- Kézikerék a kézi keresztirányú asztalmozgásokhoz
- Fogantyú a kézi függőleges asztalmozgáshoz
- Vernier gyűrű
- Az asztal keresztirányú mozgásának mechanizmusa
- Gomb a gombák rögzítéséhez a takarmányok váltásához
- Takarmányváltó gomba
- Táblázat előtolás mutató
- Táblázatcsatornák nyílmutatója. Fogantyú a keresztirányú és függőleges asztali előtolás bekapcsolásához
- A csúszó rögzítése a konzolvezetőkhöz
- Fogantyú az asztal hosszirányú mozgásának bekapcsolásához (másolás)
- Kézikerék az asztal kézi hosszirányú mozgatásához (másolat)
- Be / ki bemeneti kapcsoló
- Hűtőszivattyú ki / be kapcsoló
- Orsó forgásirány kapcsoló "bal-jobb"
- Orsó sebességváltó gomb
- Automatikus vagy kézi vezérlőkapcsoló és kerekasztal -működés
- Szorítókonzol az ágyon
- Kézikerék az orsó hüvelyének meghosszabbításához
- Fejét az ágyra szorítva
A VM127 marógép kinematikai diagramja

A vm127 marógép kinematikai diagramja
A fő mozgást karimás villanymotor hajtja egy rugalmas tengelykapcsolón keresztül.
Az orsó fordulatszáma három fogazott tömb mozgatásával változik a bordázott tengelyek mentén.
A sebességváltó 18 különböző sebességet ad az orsónak.
Az előtolást a konzolba szerelt karimás villanymotor hajtja. Két háromkoronás blokk és egy bütyök tengelykapcsolóval ellátott mobil fogaskerék segítségével az adagolódoboz 18 különböző előtolást biztosít, amelyeket golyós biztonsági tengelykapcsolón keresztül továbbítanak a konzolra, majd a megfelelő bütykös tengelykapcsolóról bekapcsolva a hossz-, kereszt- és függőleges mozgások csavarjai.
Gyorsított mozgások érhetők el a nagy sebességű tengelykapcsoló bekapcsolásakor, amelynek forgatása a közbenső fogaskerekeken keresztül történik közvetlenül az előtolómotorból.
A tengelykapcsoló össze van kötve a működő előtoló tengelykapcsolóval, ami kizárja az egyidejű bekapcsolás lehetőségét. A függőleges előtolás háromszor kisebb, mint a hosszanti
Az ágy az alapegység, amelyre a gép többi egysége és mechanizmusa fel van szerelve, és mereven rögzítve van az alapra, és csapokkal rögzítve.
A forgatható fej (14. ábra) az ágy nyakának gyűrű alakú hornyában van középpontban, és négy csavarral van rögzítve a karima T-hornyába.
Az orsó kétcsapágyas tengely, amely csúszó hüvelybe van szerelve. Az orsó tengelyirányú játékának beállítását a 3 és 4 gyűrűk csiszolásával hajtják végre. Az elülső csapágy megnövekedett játékát a 6 félgyűrűk csiszolásával és az anya meghúzásával lehet kiküszöbölni.
A gép elektromos berendezései VM127 (VM-127)
Tápegység: Feszültség 380 V, váltakozó áram, 50 Hz frekvencia
Vezérlő áramkörök: 110 V feszültség, az áram típusa változó
Vezérlő áramkörök: Feszültség 65 V, áramállandó típusa
Helyi világítás: 24 V feszültség
Névleges áram (az egyidejűleg működő villanymotorok névleges áramának összege) 20 A.
A védőberendezés (biztosítékok, megszakító) névleges árama a tápegységben 63 A.
Az elektromos berendezések a következő dokumentumok szerint készülnek: sematikus diagram 6P13.8.000E3. a termék csatlakozási rajza R13.8.000E4.
A VM127 marógép elektromos rajza

A VM127 marógép elektromos rajza
VM127 (VM-127) Függőleges konzolmarógép. Videoklip.
A gép műszaki adatai és jellemzői VM127
| Paraméter neve | VM127 | VM127M |
|---|---|---|
| Asztal | ||
| Pontossági osztály a GOST 8-82 szerint | H | H | 300 | 800 |
| Az asztal munkafelületének méretei (hossz x szélesség), mm | 1600 x 400 | 1600 x 400 |
| T-hornyok száma T-hornyok mérete | 3 | 3 |
| Az asztal legnagyobb mozgása hosszanti mechanikus és kézi, mm | 1000 | 1010 |
| Az asztal legnagyobb mozgása keresztirányú mechanikus, mm | 300 | 300 |
| Az asztal legnagyobb mozgása kézzel keresztben, mm | 320 | 320 |
| Az asztal legnagyobb mozgása függőleges mechanikus, mm | 400 | 400 |
| Az asztal maximális függőleges mozgása kézzel, mm | 420 | 420 |
| A legkisebb és legnagyobb távolság az orsó végétől az asztalig kézi mozgatás közben, mm * A 30 mm -es méretet az orsó meghosszabbítása biztosítja |
30..500* | 30..500 |
| Távolság az orsó tengelyétől az ágy függőleges vezetőiig, mm | 620 | 420 |
| Az asztal mozgatása a végtag egy osztásával (hosszanti, keresztirányú, függőleges), mm | 0,05 | 0,05 |
| Az asztal mozgatása a végtag egy fordulata hosszirányban, mm | 4 | 4 |
| Az asztal mozgatása a végtag egy fordulata keresztirányban, mm | 6 | 6 |
| Az asztal mozgatása a tárcsa egy fordulatával függőlegesen, mm | 2 | 2 |
| Orsó | ||
| Orsó fordulatszám, ford./perc | 31,5..1600 | 40..2000 |
| Orsósebességek száma | 18 | 18 |
| A legnagyobb nyomaték, kg | 137 | |
| Orsóvázlat | GOST 836-72 | |
| Orsó kúpos | 50 | 50AT5 |
| Az orsó legnagyobb tengelyirányú mozgása toll, mm | 80 | 80 |
| Tollas mozdulat a tárcsa egy fordulatához, mm | 4 | 4 |
| Tollas mozgás a végtag 1 osztásával, mm | 0,05 | 0,05 |
| Az orsófej legnagyobb forgásszöge, fok | ± 45 | ± 45 |
| A fej forgatási skála egy osztályának ára, deg | 1 | |
| Gépszerelők | ||
| Asztali sebesség hosszanti és keresztirányú, mm / perc | 3000 | 3000 |
| Függőleges asztalsebesség, mm / perc | 1000 | 1000 |
| A munkaasztal előtolás szakaszainak száma | 18 | 18 |
| A működő feedek korlátai. Hosszirányú és keresztirányú, mm / perc | 25..1250 | 25..1250 |
| A működő feedek korlátai. Függőleges, mm / perc | 8,3..416,6 | 8,3..416,6 |
| Vágás előtolás (hosszanti, keresztirányú, függőleges) | van | van |
| Kézi és mechanikus előtolás blokkolása (hosszanti, keresztirányú, függőleges) | van | van |
| A külön adagolás indításának blokkolása | van | van |
| Automatikus szakaszos előtolás Hosszirányú | van | van |
| Automatikus szakaszos előtolás Kereszt és függőleges | Nem | |
| Orsó fékezése | van | van |
| Túlterhelés elleni védelem (kuplung) | van | van |
| Hajtóegység | ||
| Az elektromos motorok száma a gépen | 3 | 4 |
| A főmozgás hajtásának elektromos motorja M1, kW | 11 | 11 |
| Hűtőfolyadék -szivattyú elektromos motor M2, kW | 0,12 | 0,12 |
| Az M3 előtolás villamos motorja, kW | 3 | 2,1 |
| Szerszámbefogó motor M4, kW | Nem | AIR56V2UZ |
| Elektromos hűtőfolyadék -szivattyú típusa | X14-22M | P-32MS10 |
| Hűtőfolyadék -szivattyú teljesítménye, l / perc | 22 | 22 |
| A gép méretei | ||
| A gép méretei, mm | 2560 x 2260 x 2430 | 2560 x 2260 x 2500 |
| A gép súlya, kg | 4250 | 4250 |
Jegyzetek (szerkesztés)
- A jelzett ütések teljes értéke csak akkor használható, ha nincsenek olyan alkatrészek és eszközök, amelyek korlátozzák az asztal, a csúszda vagy a konzol mozgását, például:
- ha egy tüskét szerelünk be egy vágóval az orsóba, a függőleges löket csökken;
- az asztal és az ágytükör közé függesztett munkadarab vagy szerelvény beszerelésekor a toló keresztirányú mozgása csökken.
A VM127 marógép szerszámgép kiadását a Votkinsk gépgyárban sajátították el, amely még mindig "Votkinsk plant" néven működik.
1 Függőleges marógép BM127 - általános jellemzők
A votkinski üzemben az 1950-es évek közepe óta gyártanak fémvágó egységeket. Az általunk leírt gép volt a VM sorozatú berendezések legelső módosítása. Övé Műszaki adatok hasonlóak az olyan egységekhez, mint a 6T13, 6P13, FSS450R, 6M13. Ma az üzem a gép modernebb verzióit gyártja - VM130M, VM127M, VM133, de "őse" a kisüzemi gyártásra szakosodott vállalkozásoknál is nagyon népszerű.
Ez a konzolmaró egység lehetővé teszi a munkadarabok kiváló minőségű feldolgozását különböző anyagok(melegen hengerelt és acélból, színesfém ötvözetekből, minden típusú öntöttvasból).
Ebből a célból hengeres, vég-, sugár- és végmarókat használnak. Más vágómaró szerszámok használata is megengedett.
A gép beépíthető több egységből álló gyártósorokba (teljesen automatikus és félautomata ciklusokban is képes működni), vagy önállóan használható keretek, hornyok, bármilyen sík (ferde, vízszintes, függőleges), fogaskerekek, sarkok és hamar. A kis cégek körében a kereslet a vágószerszámok és speciális eszközök egyszerű beállításának, valamint a karbantartási tevékenységek egyszerű elvégzésének köszönhető.
Az egység előnyei közül érdemes kiemelni:
- a főmozgás hatékony motorja (teljesítménye 11 kW), az X14-22M hűtőfolyadék-szivattyú 22 l / perc kapacitással és 0,12 kW teljesítménnyel, valamint egy kiegészítő motor az előtoláshoz ( 3 kW);
- a berendezések automatikus kenése;
- nagy megbízhatóság és a berendezés valódi igénytelensége nehéz üzemi körülmények között;
- számos olyan mechanizmus jelenléte, amelyek leegyszerűsítik az egységgel végzett munkát: túlterhelés -védő tengelykapcsoló, a tápellátás blokkolása külön áramkörön, orsófék, hosszirányú szakaszos automatikus előtolás, bármilyen típusú mechanikus és kézi előtolás blokkolása, az előtolás lezárása ki az egységeket.

Ezek az előnyök nagy hatékonyságot és könnyű kezelhetőséget biztosítanak a szerszámgép maró berendezéseihez. Ezek a tényezők fontosak olyan helyzetekben, amikor az alkatrészek kis tételeit kell feldolgozni.
2 Marógép VM127 - műszaki jellemzők
Az egység alkatrészei:
- ágy;
- dobozok: előtolások, orsósebességek, sebességek kapcsolása;
- konzol;
- forgatható fej;
- a szerszám befogó mechanizmusa (elektromechanikus működési elv);
- csúszó asztal;
- Elektromos felszerelés.

A gép orsója a következő jellemzőkkel rendelkezik:
- tollszár mozgás: 0,05 mm - a végtag osztásonként, 4 mm - a végtag elfordulása;
- a rendelkezésre álló munkasebességek száma - 18;
- forgási frekvencia: maximum - 1600 fordulat / perc, minimum - 31,5 fordulat / perc;
- lehetséges fejforgatási szög - 45 °;
- a tollas tengelyirányú mozgása (a lehető legnagyobb) - 80 mm;
- nyomaték (maximális) - 137 Nm;
- kúp - 50;
- az orsó vége a 836-72 szabvány feltételei szerint készül.

Az egység munkaasztalát a következő mutatók írják le:
- szélesség - 400 mm, hosszúság - 1600 mm;
- elmozdulás a végtag fordulatánként (egy): 2 mm - függőleges, 6 mm - keresztirányú, 4 mm - hosszanti;
- középső terhelés (maximum) - 300 kg;
- asztal mozgása (maximális értékek): 420 mm - kézzel a függőleges síkban, mechanikus függőleges - 400 mm, kézzel keresztben - 320 mm, mechanikus keresztirányú - 300 mm, kézi és mechanikus hosszanti - 1000 mm;
- távolság az ágy vezetőitől (függőleges) az orsó tengelyéig - 620 mm;
- az asztal és az orsó vége közötti távolság 30–500 mm -en belül változhat;
- a barázdák száma ("T" betű alakúak) - 3;
- H - pontossági osztály a Gosstandart 8-82 szerint.

A gép mechanikáját olyan fontos értékek jellemzik, mint:
- 8,3-416,6 mm / perc - függőleges előtolások határai, 25-1250 mm / perc - hosszanti és keresztirányú;
- nagy sebesség - 1000 és 3000 mm / perc (függőleges, keresztirányú és hosszanti);
- az adás lépései ( teljes szám) – 18.
3 A konzolmaró egység kinematikája és elektromos berendezései
A karimás villanymotor hajtja a fő mozgást erre a célra rugalmas tengelykapcsoló segítségével. A sebességváltó 18 különböző sebességet közöl az orsóval. És a fordulatszámát a hajtóművek segítségével módosíthatja (három van a gépben), amelyeket a bordás tengelyek mentén kell mozgatni.
A karimás motor előtoló meghajtást is előállít. Egy fogaskerék mozgatható kerék és három koronás blokk (kettő a szerelvény kialakításában van felszerelve) egy biztonsági golyós tengelykapcsolón keresztül 18 betáplálást továbbít a konzolra. Ezt követően a bütyök típusú tengelykapcsoló bekapcsolásával a függőleges, oldalsó és hosszirányú csavarokhoz vezethetők.

Ha a kezelő elindítja a gyorsmenet tengelykapcsolót, lehetségessé válik a gép gyors mozgásra történő beállítása. Az adagoló tengelykapcsoló ezzel a tengelykapcsolóval van összekapcsolva, így nem tudnak egyszerre dolgozni. A tengelykapcsoló az előtolómotorról közvetlenül az alapjárati fogaskerekeken keresztül forog. Vegye figyelembe, hogy a hosszirányú előtolás mindig háromszor nagyobb, mint a függőleges előtolás.
A telepítés orsója egy csúszó hüvelyben található, tengely formájában, két tartóval. Működés közben szükség lehet az orsó holtjátékának (axiális) korrigálására. Ez könnyen elvégezhető a gyűrűk csiszolásával az egység kialakításában. Ha be kell állítania az elülső csapágyat (ennek gyakran megnövekedett ellenállása is van), akkor húzza meg az egység anyáját, vagy csiszolja újra a félgyűrűket.

A gép alapeleme az ágy. Merev minta szerint rögzítve van az alaphoz, és csapokkal biztonságosan rögzítve van. Az ágy platformként szolgál a maróegység összes többi elemének és szerelvényének elhelyezéséhez.
Ugyanilyen fontos az egység megfelelő működése szempontjából a forgatható feje. Négy csavarral van összekötve az ágy nyakával, amelynek gyűrű alakú hornyában középre van helyezve. A csavarok illeszkednek egy T alakú karima horonyba.

Külön mondjuk a leírt gép elektromos berendezéseiről. A következő jellemzőkkel rendelkezik:
- 24 voltos helyi világítás;
- A megszakító és a biztosítékok 63 amper áram (névleges);
- Az egyidejűleg működő villanymotorok teljes áramerőssége 20 amper, ebből három a gépre van felszerelve;
- 65 voltos egyenáram és 110 voltos váltakozó áram a vezérlőáramkörökben.
Az elektromos berendezések szabványos áramfrekvencián (50 Hz) működnek 380 V feszültség alatt.
VM127 függőleges konzolmarógép. Cél, hatókör
A BM127 függőleges konzolos marógépet acélból, öntöttvasból és színesfémekből készült ötvözetek és ötvözetek minden alkatrészének marásához tervezték, vég-, vég-, hengeres-, sugár- és egyéb marógépekkel egyedi, kis méretű és soros körülmények között Termelés. Az alkatrész tömege a készülékkel együtt legfeljebb 300 kg.
A gép képes kezelni a függőleges, vízszintes és ferde síkokat, hornyokat, sarkokat, kereteket, fogaskerekeket stb.
A gép személyre szabásának lehetősége különböző félautomata és automatikus ciklusokhoz lehetővé teszi a többállomásos szolgáltatás megszervezését.
A BM 127 gép főmozgásának erőteljes hajtása és a gondosan kiválasztott áttételi arányok optimális feldolgozási körülményeket biztosítanak különböző vágási körülmények között, valamint a nagysebességű és keményfém szerszámok képességeinek teljes kihasználását.
A VM127 gép könnyű karbantartása, a szerelvények és a szerszámok újbóli beállítása jelentős kényelmet nyújt a gép kisüzemi gyártásakor.
Az egységek automatikus kenési rendszere biztosítja a gép szerénységét és megbízhatóságát a legsúlyosabb üzemi körülmények között.
A VM127 függőleges konzolmarógép általános nézete DRO-val
A VM127 konzol típusú marógép alkatrészeinek elhelyezkedése

A BM127 konzolmaró alkatrészeinek specifikációja
Ágy - VM127.01.010
Sebességváltó - VM127.03.010
Forgatható fej - 6P13.31.01V
Asztal - dia - 6R13.7.01B
Konzol - 6R13.6.01B
Feed doboz - VM127.4.01
Elektromos berendezések - 6P13.8
Orsó fordulatszám kapcsoló doboz - 6P13.5.01
Elektromechanikus szerszámszorító eszköz - 6R13K.93.000
A kezelőszervek elhelyezkedése marógép VM127

VM127 marógép kezelőszerveinek listája
Leállítás gomb (ismétlés)
Orsóindító gomb (ismétlődő)
Az orsó fordulatszámának nyílmutatója
Orsó fordulatszám kijelző
"Gyors asztal" gomb (ismétlődő)
Orsó impulzus gomb
Szerszámbilincs-kioldó kapcsoló
A fej forgatása
Az orsó hüvelyének rögzítése
Automata ciklusmechanizmus lánckerék
Fogantyú az asztal hosszirányú mozgatásához
Asztali bilincsek
Kézikerék az asztal kézi hosszirányú mozgatásához
Gyors asztal gomb
Orsóindító gomb
Stop gomb
Kapcsoló az asztal hosszirányú mozgásának kézi vagy automatikus vezérléséhez
Kézikerék a kézi keresztirányú asztalmozgásokhoz
Fogantyú az asztal kézi függőleges mozgatásához
Vernier gyűrű
Az asztal keresztirányú mozgásának mechanizmusa
Gomb a gombák rögzítéséhez a takarmányok váltásához
Takarmányváltó gomba
Táblázat előtolás mutató
Táblázatcsatornák nyílmutatója. Fogantyú a keresztirányú és függőleges asztali előtolás bekapcsolásához
A csúszó rögzítése a konzolvezetőkhöz
Fogantyú az asztal hosszirányú mozgásának bekapcsolásához (másolás)
Kézikerék az asztal kézi hosszirányú mozgatásához (másolás)
Be / ki bemeneti kapcsoló
Hűtőszivattyú ki / be kapcsoló
Orsó forgásirány kapcsoló "bal-jobb"
Orsó sebességváltó gomb
Automatikus vagy kézi vezérlőkapcsoló és kerekasztal -működés
Konzolbilincs az ágyon
Kézikerék az orsó hüvelyének meghosszabbításához
Fejét az ágyra szorítva
A VM127 marógép kinematikai diagramja

A fő mozgást karimás villanymotor hajtja egy rugalmas tengelykapcsolón keresztül.
Az orsó fordulatszáma három fogazott tömb mozgatásával változik a bordázott tengelyek mentén.
A sebességváltó 18 különböző sebességet ad az orsónak.
Az előtolást a konzolba szerelt karimás villanymotor hajtja. Két háromkoronás blokk és egy bütyök tengelykapcsolóval ellátott mobil fogaskerék segítségével az adagoló doboz 18 különböző előtolást biztosít, amelyeket egy golyós biztonsági tengelykapcsolón keresztül továbbítanak a konzolra, majd a megfelelő bütykös tengelykapcsolóról bekapcsolva a hossz-, kereszt- és függőleges mozgások csavarjai.
Gyorsított mozgások érhetők el a nagy sebességű tengelykapcsoló bekapcsolásakor, amelynek forgatása a közbenső fogaskerekeken keresztül történik közvetlenül az előtolómotorból.
A tengelykapcsoló össze van kötve a működő előtoló tengelykapcsolóval, ami kizárja az egyidejű bekapcsolás lehetőségét. A függőleges előtolás háromszor kisebb, mint a hosszanti
Az ágy az alapegység, amelyre a gép többi egysége és mechanizmusa fel van szerelve, és mereven rögzítve van az alapra, és csapokkal rögzítve.
A forgatható fej (14. ábra) az ágy nyakának gyűrű alakú hornyában van középpontban, és négy csavarral van rögzítve a karima T-hornyába.
Az orsó kétcsapágyas tengely, amely csúszó hüvelybe van szerelve. Az orsó tengelyirányú játékának beállítását a 3 és 4 gyűrűk csiszolásával hajtják végre. Az elülső csapágy megnövekedett játékát a 6 félgyűrűk csiszolásával és az anya meghúzásával lehet kiküszöbölni.
A VM127 és VM127M gép műszaki adatai és jellemzői
|
Paraméter neve |
VM127M |
|
|
Asztal |
||
|
Pontossági osztály a GOST 8-82 szerint |
||
|
Az asztal munkafelületének méretei (hossz x szélesség), mm |
||
|
T-hornyok száma T-hornyok méretei |
||
|
Az asztal legnagyobb mozgása hosszanti mechanikus és kézi, mm |
||
|
Az asztal legnagyobb mozgása keresztirányú mechanikus, mm |
||
|
Az asztal legnagyobb mozgása kézzel keresztben, mm |
||
|
Az asztal legnagyobb mozgása függőleges mechanikus, mm |
||
|
Az asztal legnagyobb függőleges mozgása kézzel, mm |
||
|
A legkisebb és legnagyobb távolság az orsó végétől az asztalig kézi mozgatás közben, mm * A 30 mm -es méret az orsó meghosszabbításával érhető el |
||
|
Távolság az orsó tengelyétől az ágy függőleges vezetőiig, mm |
||
|
Az asztal mozgatása a végtag egy osztásával (hosszanti, keresztirányú, függőleges), mm |
||
|
Az asztal mozgatása a végtag egy fordulata hosszirányban, mm |
||
|
Az asztal mozgatása a végtag egy fordulata keresztirányban, mm |
||
|
Az asztal mozgatása a tárcsa egy fordulatával függőlegesen, mm |
||
|
Orsó |
||
|
Orsó fordulatszám, ford./perc |
||
|
Orsósebességek száma |
||
|
A legnagyobb nyomaték, kg |
||
|
Orsóvázlat |
GOST 836-72 |
|
|
Orsó kúpos |
||
|
Az orsó legnagyobb tengelyirányú mozgása toll, mm |
||
|
Tollas mozdulat a tárcsa egy fordulatához, mm |
||
|
Tollas mozgás a végtag 1 osztásával, mm |
||
|
Az orsófej legnagyobb forgásszöge, fok |
||
|
A fej forgatási skála egy osztályának ára, deg |
||
|
Gépszerelők |
||
|
Asztali sebesség hosszanti és keresztirányú, mm / perc |
||
|
Függőleges asztalsebesség, mm / perc |
||
|
A munkaasztal előtolás szakaszainak száma |
||
|
A működő feedek korlátai. Hosszirányú és keresztirányú, mm / perc |
||
|
A működő feedek korlátai. Függőleges, mm / perc |
||
|
Vágás előtolás (hosszanti, keresztirányú, függőleges) |
||
|
Kézi és mechanikus előtolás blokkolása (hosszanti, keresztirányú, függőleges) |
||
|
A külön adagolás indításának blokkolása |
||
|
Automatikus szakaszos előtolás Hosszirányú |
||
|
Automatikus szakaszos előtolás Kereszt és függőleges |
||
|
Orsó fékezése |
||
|
Túlterhelés elleni védelem (kuplung) |
||
|
Hajtóegység |
||
|
Az elektromos motorok száma a gépen |
||
|
A főmozgás hajtásának elektromos motorja M1, kW |
||
|
Hűtőfolyadék -szivattyú elektromos motor M2, kW |
||
|
Az M3 előtolás villamos motorja, kW |
||
|
Szerszámbefogó motor M4, kW |
||
|
Elektromos hűtőfolyadék -szivattyú típusa |
||
|
Hűtőfolyadék -szivattyú teljesítménye, l / perc |
||
|
A gép méretei |
||
|
A gép méretei, mm |
2560 x 2260 x 2430 |
2560 x 2260 x 2500 |
|
A gép súlya, kg |

Függőleges fúrógép
2С150 modell
A gépet speciális beállításokkal fúrásra, vágásra, dörzsölésre és különböző részek megcsapolására tervezték.
Alapadatok
|
A fúrás legnagyobb átmérője mm |
|
|
Az orsófej legnagyobb lökete befelé mm |
|
|
A hajtótengely tengelyének távozása befelé mm |
|
|
A legkisebb és legnagyobb távolság az orsófej alsó végétől az asztalig mm |
|
|
Sebességek száma |
|
|
A hajtótengely percenkénti fordulatszámának korlátai |
|
|
Hírcsatornák száma |
|
|
Az orsófej határai betáplálódnak mm / ford |
|
|
A fejtámla gyorsasága mozog m / perc. |
|
|
Az asztal munkaméretei mm |
|
|
Asztali utazás mm |
|
|
A motor fő teljesítménye kW |
|
|
A gép méretei (hossz X szélesség X magasság) in mm |
1660Х1200Х3110 |
|
A gép súlya Kg |
|
|
A gép nagykereskedelmi ára rubelben. |
A mozgatható asztallal ellátott vízszintes gépek a gyémántfúró gépek leggyakoribb csoportja a gépgyártó iparban. Tekintsük röviden e gépek két modelljét - 2712A és 2712C.
Gyémánt fúrógép mod. 2712A. Vízszintes gyémánt fúrógép mod. 2732A extra nagy pontosságú, az azonos tengelyen elhelyezkedő lyukak kétoldalas végső fúrásához, valamint a testrészek végeinek vágásához.
A gép biztosítja: a lyukátmérő eltérése bármely szakaszon legfeljebb 0,003 mm 120 mm átmérőjű lyukaknál és 0,004 mm 200 mm átmérőjű lyukaknál 100 mm hosszon; a lyukak és a vágott végek felületének érdessége az öntöttvas és acél alkatrészek feldolgozásakor 0,634-2,5 mikron, és ha színesfém ötvözetekből készült alkatrészek feldolgozása 0,04 4-0,32 mikron.
A doboz alakú ágyon orsófejek vannak, amelyek pontosan megmunkált alsó és felső felületű hidakra vannak felszerelve. A felső felület mentén két T alakú horony készül az unalmas fejek rögzítéséhez. Mindegyik fejben van egy orsó, amelyben egy tüske és egy tokmány van rögzítve a végek vágásához. Az asztal a munkadarabbal rögzítve mozog az ágy vezetői mentén.
A gép kézi és félautomata ciklusban is működtethető, két bütyök segítségével állítva, amelyek az asztalon vannak rögzítve; ezek a bütykök a gépágyon található két végálláskapcsolóra hatnak. A feldolgozandó munkadarabot a gépasztalra szerelt szerelvényben rögzítik; az alkatrész rögzítése, mozgatása, rögzítése, más segédmozgásokká alakítása automatikusan történik.

A gép kinematikai diagramja mod. A 2712A a fő mozgás és az asztal előtolás kinematikai láncait tartalmazza.
Gyémánt fúrógép mod. 2712S. Ez az egyik legpontosabb ilyen típusú gép. A gép megmunkálási pontosságot biztosít az átmérő stabilitása szempontjából a 0,001-0,002 mm hosszmetszetben, a kerekségtől való eltérés 0,0006-0,001 mm (kisebb értékek legfeljebb 32 mm átmérőjű lyukaknál, nagyobb értékek 32-250 mm).
Az ilyen nagy feldolgozási pontosságot annak köszönheti, hogy a furatfejekben hidrosztatikus orsócsapágyakat használnak, a keringő kenőanyag hőmérsékletét stabilizálják (freonhűtés), és rugalmas tengelykapcsolót használnak a fejorsók forgáshajtásában. A mechanikus asztali meghajtás (hidraulikus helyett) lehetővé tette a hőtermelés és a rezgés csökkentését. A gép minden hajtásának villanymotorját kivesszük a keretből, a csapágyrendszer merevsége megnő. Az asztal mozgásának egyenességének növelése érdekében két V alakú vezetőt használnak.
Vegye figyelembe a hidraulikus csapágyak (tartók) jellemzőit. Fő előnyük: nagy forgási pontosság, csillapítási tulajdonságok és gyakorlatilag korlátlan tartósság, mivel nincs érintkezés az orsó és a tartó között, ezért vékony olajréteg választja el őket. Ez határozza meg alkalmazásuk kilátásait precíziós szerszámgépekben, amikor a befejező műveletek magas színvonalának biztosítása szükséges. A hidrosztatikus kenéssel ellátott hengeres csapágyak egyenletesen elhelyezkedő zsebekkel készülnek a kerület körül, amelyek mindegyikébe a kenőanyag nyomás alatt egy fojtószelepen keresztül kerül.
A következő fő típusú gyémántfúró gépeket gyártják: vízszintes, mozgatható asztallal, 230-500 mm szélességgel, függőleges és ferde többorsó mozgatható fejjel, különböző elrendezésű moduláris gépek, univerzális függőleges egyorsó rögzített vagy két irányban mozgó asztal, vízszintes univerzális gépek mozgatható asztallal és a munkaterületek koordinált mozgásával.