Rus dikey freze konsolu VM127M, 6P13, 6T13, FSS450R makinelerinin bir analogudur ve çelik, dökme demir ve demir dışı metallerden ve alaşımlardan yapılmış her türlü parçanın uç, uç, silindirik, yarıçap ve diğer kesicilerle frezelenmesi için tasarlanmıştır.
VM127M makinesi dikey, yatay ve eğimli düzlemleri, olukları, köşeleri, çerçeveleri vb. işleyebilir.
2012 yılında VM127M makinesinin tasarımında temel değişiklikler meydana geldi.
- Yatağın dikey kılavuzlarının tasarımı, Kırlangıçkuyruğu profilinden U-şekilli profile değiştirildi, bu da iş parçasının ağırlığının 800 kg'a çıkarılmasını mümkün kıldı.
- Kesme koşullarının daha doğru ve hızlı ayarlanması ve işleme verimliliğinde artış için kademesiz düzenleme (Servomotor) için mekanik besleme kutusu değiştirildi.
- Dijital görüntüleme cihazı olan bir makine üretirken, bileşenler optik cetveller yerine manyetik cetveller kullanan ithal bir üretici ile değiştirildi.
Makinenin teknik özellikleri ve sertliği, yüksek hızlı ve karbür takımların yeteneklerini tam olarak kullanmanıza olanak tanır.
Ayrı bir siparişte, ek bir ücret karşılığında, VM127M makinesi bir dizi ek aksesuar 127-13 ile donatılabilir.
Bakım kolaylığı ve fikstürlerin ve aletlerin hızlı değişimi, makineyi küçük ölçekli üretimde kullanırken önemli kolaylık sağlar.
Kırlangıç kuyruğu kılavuzlarının yerini alan dikdörtgen konsol kılavuzları, makine yapısının sertliğini artırdı ve iş parçalarının ağırlığını 800 kg'a çıkardı.
Otomatik sistemünitelerin yağlanması, en zorlu çalışma koşullarında makinenin basitliğini ve güvenilirliğini sağlar.
Eklemek için VM127M makinesi. pano, masa hareketinin dijital olarak gösterilmesi için bir cihaz ile tamamlanmıştır.
VM127M makinesi, GOST 12.2.009, GOST R IEC 60204-1-99 gerekliliklerine uygunluk için onaylanmıştır. TU3-178M-89
İklim koşulları UHL4 GOST 15150-69.
VM127M freze tezgahının teknik özellikleri
| karakteristik | Anlam |
|---|---|
| Çalışma yüzeyi boyutları (uzunluk x genişlik), mm | 1600x400 |
| T-yuvası sayısı | 3 | 800 |
| Tablonun en büyük hareketi, mm: | |
| - boyuna mekanik / manuel | 1010/1010 |
| - enine mekanik / manuel | 300(280*)/320 |
| - dikey mekanik / manuel | 400/420 |
| Masayı uzvun bir bölümü ile hareket ettirin (uzunlamasına, enine, dikey), mm | 0,05 |
| Kadranın bir turu için masayı hareket ettirmek, mm: | |
| - boyuna | 4 |
| - enine | 6 |
| - dikey | 2 |
| Tablo hareketlerinin doğrusal koordinatlarının doğruluğu (DRO ile donatıldığında), μm | |
| - boyuna ("X" koordinatı) | 50* |
| - enine ("Y" koordinatı) | 50* |
| - dikey ("Z" koordinatı) | 50* |
| mil konik | AT50 |
| Mil tüyünün en büyük hareketi, mm | 80 |
| Manuel hareket sırasında milin ucundan tablanın çalışma yüzeyine en büyük ve en küçük hareket, mm | 30-500 |
| Mil ekseninden yatağın dikey kılavuzlarına olan mesafe, mm | 420 |
| Mil kafasının dönme açısı, derece | ± 45 |
| Mil hızlarının sayısı | 18 |
| Sonsuz değişken besleme hızı sınırları, mm / dak: | |
| - boyuna çalışma / hızlandırılmış | 25-1250/3000 |
| - enine çalışma / hızlandırılmış | 25-1250/3000 |
| - dikey çalışma / hızlandırılmış | 8,3-416,6/1000 |
| Elektrik motoru gücü, kW: | |
| - ana hareket | 11 |
| - besleme sürücüsü | 2,1 |
| Sıvı soğutma için elektrikli pompanın gücü, kW | 0,12 |
| Soğutma sıvısı pompası kapasitesi, l / dak | 22 |
| Makine doğruluk sınıfı | n |
| Ağırlık |
Dikey konsol freze makinesi VM127, uç, uç, silindirik frezeleme ile çelik, dökme demir ve demir dışı metallerden ve alaşımlardan yapılmış her türlü parçanın frezelenmesi için tasarlanmıştır. yarıçap ve diğer kesiciler. Cihaz ile parçanın kütlesi 300 kg'a kadardır.
Makine dikey, yatay ve eğik düzlemleri, olukları, köşeleri, çerçeveleri, dişlileri vb. işleyebilir.
Makinenin teknik özellikleri ve sertliği, yüksek hızlı ve karbür takımların yeteneklerini tam olarak kullanmanıza izin verir.
Makineyi çeşitli yarı otomatik ve otomatik döngüler için yapılandırma yeteneği, çok istasyonlu hizmeti düzenlemenize olanak tanır.
Makine, bireysel ve seri üretim koşullarında frezeleme çalışması yapmak üzere tasarlanmıştır.
Kinematik diyagram

Ana hareket tahriki

Ana hareket, elastik bir kaplin vasıtasıyla flanşlı bir elektrik motoru tarafından tahrik edilir.
Mil hızı, yivli miller boyunca üç dişli bloğu hareket ettirilerek değiştirilir.
Şanzıman, iş miline 18 farklı hız verir.
Ana hareket mekanizmasının yapısını açıklayan makinenin milinin devir sayısının grafiği Şek. dokuz.
Besleme sürücüsü

Besleme, konsola monte edilmiş flanşlı bir elektrik motoru tarafından tahrik edilir. İki adet üç taç blok ve kam kavramalı hareketli bir dişli vasıtasıyla, besleme kutusu, bir bilyeli emniyet kavraması aracılığıyla konsola ve ardından ilgili kam kavraması açıldığında, konsola iletilen 18 farklı besleme sağlar. boyuna, enine ve dikey hareket için vidalar.
Hızlandırılmış yer değiştirmeler, dönüşü doğrudan besleme motorundan ara dişli çarklar aracılığıyla gerçekleştirilen yüksek hızlı debriyaj açıldığında elde edilir.
Debriyaj, çalışan besleme debriyajı ile birbirine kenetlenmiştir, bu da aynı anda geçme olasılığını ortadan kaldırır.
Makine besleme mekanizmasının yapısını açıklayan bir grafik Şekil 2'de gösterilmektedir. 10. Dikey beslemeler, uzunlamasına olanlardan 3 kat daha azdır.
stanina
Yatak, makinenin diğer birimlerinin ve mekanizmalarının monte edildiği temel birimdir.
Yatak, tabana sağlam bir şekilde sabitlenir ve pimlerle sabitlenir.
Dönebilen baş

Döner başlık (Şek. 14) yatağın boynunun dairesel oluğunda ortalanır ve flanşın T-yuvasına giren dört cıvata ile köpüklere bağlanır.
Mil, kayar bir manşon içine monte edilmiş iki yataklı bir mildir. Mildeki eksenel boşluğun düzenlenmesi, halkaların 3 ve 4 taşlanmasıyla gerçekleştirilir. Ön yataktaki artan boşluk, yarım halkaların 6 taşlanması ve somunun 1 sıkılmasıyla ortadan kaldırılır.
somun 1, vida 2 gevşetilerek delikten açılır;
somun 1 çelik bir çubukla kilitlenir. Mil bileziği boyunca somun, kraker tarafından sıkılır ve bu, iç yatak yuvasını hareket ettirir!
bir sonda, yatak ile iş milinin omzu arasındaki boşluğun boyutunu ölçer, bundan sonra yarım halkalar 6 gerekli değere taşlanır "
yarım halkalar yerine takılır ve sabitlenir:
flanş 5 vidalanmıştır.0,01 mm'lik radyal boşluğu ortadan kaldırmak için yarım halkalar yaklaşık 0/12 mm taşlanmalıdır.
Yataktaki boşluk kontrol edildikten sonra iş mili maksimum hızda çalıştırılır.
Rulmanların ısıtma değeri, konik deliğin iç yüzeyinin sıcaklığının bir elektrotermometre ile ölçülmesiyle karakterize edilir.
Aşırı yüzey sıcaklığı alet konisi 55 ° C'yi geçmemelidir.
Milin dönüşü, dişli kutusundan bir çift konik dişli ve kafaya monte edilmiş bir çift silindirik dişli aracılığıyla iletilir.
Döner başlığın yatakları ve dişlileri yatak pompasından, manşon hareket mekanizması ise enjeksiyonla yağlanır.
Vites kutusu

Şanzıman doğrudan yatağın çerçevesine monte edildi. Kutunun motor miline bağlantısı, motor kurulumunda 0,5-0,7 mm'ye kadar yanlış hizalamaya izin veren elastik bir kaplin ile gerçekleştirilir.
Şanzıman sağ taraftaki pencereden kontrol edilebilir.
Şanzıman yağlaması, bir eksantrik tarafından tahrik edilen bir dalgıç pompadan (Şekil 13) gerçekleştirilir. Pompa performansı; yaklaşık 2 l / dak. Pompaya bir filtre vasıtasıyla yağ verilir. Pompadan yağ, bakır bir borudan pompa kontrol gözüne ve esnek bir hortumdan döner kafaya boşaltıldığı yağ dağıtıcısına akar. Şanzıman elemanları, şanzımanın üzerinde bulunan yağ dağıtım borusundaki deliklerden gelen yağ sıçraması ile yağlanır.
Vites kutusu

Şanzıman izin verir
ara aşamaların ardışık geçişi olmadan gerekli hızı seçin.
Ray 1 (şek. 16). vites kolu 5 tarafından sektör 2 vasıtasıyla çatal 8 (Şekil 15) vasıtasıyla hareket ettirildiğinde, ana silindiri kaydırma diski 7 ile eksenel yönde hareket ettirir.
Vites değiştirme diski, hız göstergeleri 9 tarafından konik dişliler 14 ve 16 boyunca döndürülebilir. Disk, rafların 17 ve 19 pimlerinin karşısına yerleştirilmiş belirli bir boyutta deliklerden oluşan birkaç sıraya sahiptir.
Raflar, dişli çark 18 ile birbirine geçmiş çiftler halindedir. Her bir raf çiftinin birine bir vites çatalı takılıdır. Disk çiftlerinden birinin pimine basılarak hareket ettirildiğinde, rafların ileri geri hareketi sağlanır.
Bu durumda, disk hareketinin sonundaki çatallar, belirli dişli çiftlerinin birbirine geçmesine karşılık gelen bir pozisyon alır. Anahtarlama sırasında dişlilerin sert durma olasılığını ortadan kaldırmak için 6 rafın pimleri yaylıdır.
Hızı seçerken kadranın sabitlenmesi, bilyenin 13, zincir dişlisinin 10 oluğuna atlamasıyla sağlanır.
Yayın 11 ayarı, uzuvun net bir şekilde sabitlenmesi ve döndürüldüğünde normal kuvvet dikkate alınarak tapa 12 tarafından yapılır.
Kapalı konumdaki tutamak 5 (bkz. Şekil 16) yay 4 ve bilye 3 tarafından tutulur. Bu durumda, tutamak çivisi flanşın oluğuna girer.
Hızların göstergede belirtilen değerlere uyumu, konik dişlilerin kavrama üzerindeki belirli bir konumu ile sağlanır. Doğru bağlantı, eşleşen dişin ve boşluğun uçlarındaki çekirdekler tarafından veya işaretçiyi 31.5 rpm hız konumuna ayarlayarak sağlanır. ve çatallı disk 81,5 rpm hız konumuna. Disk böylece 1 mm'ye kadar dönebildiğinden, konik çiftin birleşmesindeki boşluk 0,2 mm'den fazla olmamalıdır.
Vites kutusu

Besleme kutusu, masa, sürgü ve konsolun çalışma beslemelerini ve hızlı hareketlerini sağlar. Besleme kutusunun kinematiği için bkz. sekiz.
Anahtarlama bloklarının bir sonucu olarak elde edilen dönüş hızları, bir bilyeli güvenlik kavraması, bir kam kavraması 15 ve bir anahtarla kam kavramasına 15 ve çıkış miline bağlanan bir burç 16 aracılığıyla çıkış miline 7 (Şekil 17) iletilir. 7.
Besleme mekanizması aşırı yüklendiğinde kam kovanının 17 delikleri ile temas halinde olan bilyalar yayları sıkıştırarak temastan çıkar. Bu durumda, dişli çark 2 kam kovanına 17 göre kayar ve çalışma beslemesi durdurulur. Hızlı dönüş, elektrik motorundan, besleme kutusunu atlayarak, debriyaj mahfazasının (10) şaftına oturan ve dolayısıyla sabit bir hıza sahip olan dişliye (6) iletilir. Montaj sırasında somunun 8 sıkılığını kontrol edin. Sürtünmeli kavramanın gövdesi, dişli çark 9 ile baskı yatağı arasında serbestçe dönmelidir.
Debriyaj diskleri, biri aracılığıyla sürekli dönen debriyaj mahfazasına ve sırayla bir anahtarla çıkış miline (7) bağlanan burç 4'e bağlanır.
Eksantrik kavrama 15, manşonun 14 uç yüzüne ve ayrıca somun 5'e karşı bastırıldığında, diskler 11 ve 12 sıkıştırılır ve hızlı dönüşü çıkış miline 7 ve dişli çarka 9 iletir.
Emniyet kavramasını ayarlarken kapak 19 çıkarılır (Şek. 18) ve tapa 20 sökülür.
Besleme anahtarı kutusu

Besleme anahtarı kutusu (şekil 19) besleme kutusu tertibatına dahildir. Çalışma prensibi, dişli kutusunun çalışması için mantıklıdır.
Diskin 21 eksenel yönde yer değiştirmesini önlemek için, makara 29 bir bilye 24 ve bir manşon 28 ile açık konumda kilitlenir. Makara 27'nin dairesel oluğuna giren bilyeler, bastırarak makarayı 29 sabitlemekten kurtarır. düğme
Anahtarlama diskinin dönüşü sabittir: 21, bir bilye tarafından 22, bir makara 29 ile bir anahtarla bağlanan bir sabitleme çatalı 25 aracılığıyla gerçekleştirilir. Anahtarlama diskinin dönüşünü sabitleme kuvveti, dişli bir tapa 23 tarafından düzenlenir. .
Besleme kutusunun yağlanması, konsol yağlama sisteminden yağ sıçratılarak gerçekleştirilir. Ek olarak, konsol plakasının alt kısmında, yağlayıcının besleme kutusunun yağ dağıtıcısına aktığı bir delik (yağlama pompasının boşaltma boşluğuna açılan) vardır.
Yağ dağıtımından iki boru yönlendirilir: pompanın çalışmasını izlemek ve yatakları yağlamak için bir gözetleme deliği. Doğrudan yağ dağıtıcısı aracılığıyla, sürtünmeli kavramanın yataklarını yağlamak için yağ verilir.
Konsol

Konsol, sürü yem zincirinin düğümlerini birleştiren temel birimdir. Konsola, besleme kutusundan hareketi üç yönde ileten bir dizi şaft ve dişli monte edilmiştir - uzunlamasına, enine ve dikey beslemeler için vidalara, yüksek hızlı "elektrik besleme motorunu" açmak için bir mekanizma. "Konsol" ünitesi ayrıca enine ve dikey beslemeleri açmak için bir mekanizma içerir.
Dişli 8 (Şekil 20) vites 9'dan hareket alır (bkz. Şekil 17) ve bunu dişli çarklara 7, 4, 2 ve 1 aktarır (bkz. Şekil 20) Dişli 4 bir yatağa monte edilmiştir ve mile hareket sadece mile bağlı olan kam kavraması 6 vasıtasıyla, daha sonra bir çift silindirik ve bir çift konik dişli vasıtasıyla hareket vidaya 14 iletilir (Şekil 21).
10 ve 15 nolu konik çiftin birbirine geçmesi, 12 ve 13 nolu dengeleyiciler tarafından ayarlanmakta ve 11 pimindeki deliğe uyan bir vida ile sabitlenmektedir.
Kol 16 teknolojik bir öneme sahiptir ve asla sökülmez.
Dikey hareket somunu kolona sabitlenmiştir. Kolon tam olarak vidanın üzerine monte edilir ve pimlerle makinenin tabanına sabitlenir.
Kovan üzerine monte edilen dişli çark 2 (bkz. Şekil 20), uzunlamasına strok zincirinin kama milini IX kama ve kamalar boyunca sürekli olarak döndürür.
Çapraz besleme vidası X, çapraz hareketin kam kavraması açıldığında, dişli çark (2) ve mil üzerinde serbestçe oturan çark (1) aracılığıyla dönüşü alır.
VII ve VIII millerini sökmek için, konsolun sol tarafındaki besleme kutusunu ve kapağı çıkarmak, ardından konsol penceresinden 8 ve 9 dişli çarklarındaki durdurucuları sökmek gerekir.
Sürgünün sökülmesi, yivli mil IX çıkarıldıktan sonra yapılabilir.
Sürgüyü çıkarırken, çapraz hareket braketini veya çapraz besleme vidasını da çıkarmalısınız.
Dikey ve çapraz beslemeyi açmak için mekanizma

Dikey ve enine beslemeleri açma mekanizması ayrı bir mahfaza içinde yapılır ve enine ve dikey beslemelerin kam kavramalarının ve elektrik motorunun açılıp kapanmasını kontrol eder Eğimler Kol sistemi aracılığıyla kamın devreye girmesini kontrol eder. kavramalar ve pimler aracılığıyla - mekanizmanın altında bulunan ve besleme motorunu tersine çevirmek için tasarlanmış anlık limit anahtarları.Çubuk 33, tamburu yedek tutamağa bağlar. Orta kısmında, kamların hareket ettiği ve enine stroku sınırlayan bir kol takılıdır. Sonunda, bağlantının dikey hareketleri sınırlamak için bir kolu vardır. Yanal stroku açarken ve kapatırken, itme ötelemeli olarak hareket eder ve dikey strok döner.
El çarkını ve manuel hareket tutamağını mekanik besleme açıldığında açılmasını önleyen "kilit", bir külbütör 6 ve bir pim 5 içerir (bkz. Şekil 20).
Kol açıkken kam kavraması açıldığında. Debriyaj hareket ettirildiğinde, külbütör 6 döner, volanın veya tutamağın kam kavramasının tabanına dayanan pimi hareket ettirir ve kamların kavramasını önleyerek onları iter.
Sistemde artan bir boşluk varsa, mil tapasını VII bastırmak, somunu 30 açmak (bkz. sayfa 23) ve vidayı 31 döndürmek gerekir. Boşluğu kontrol ettikten sonra somunu 30 dikkatlice kilitleyin.
Konsol yağlama sistemi bir dalgıç pompa (Şekil 24), bir spool valf (Şekil 25), bir yağ dağıtıcısı ve ondan uzanan borular, yataklara yağ sağlayan, dişli çarklar, enine ve dikey hareketler için vidalar içerir. Konsolun, besleme kutusunun, masa kızağı tertibatının mekanizmalarının yağlanması için dalgıç pompa, yağ banyosundan filtre ağı yoluyla yağı emer ve borudan spool valfe besler.
Sürgülü valften, konsolun dikey kılavuzlarının yağlanması için truo-kp yönlendirilir, "masa-sürgülü" tertibatın yağlanması için esnek hortumun bağlantısı ve konsolun yağ dağıtıcısına bağlanır. Pompa kapasitesi yaklaşık 1 l / dak.
Masa ve kızak

Masa ve sürgü (şekil 26), masanın boyuna ve enine hareketlerini sağlar.
Kılavuz vida 1, burçlara 5 ve 7 monte edilmiş manşon 9'un kayar anahtarı vasıtasıyla dönüşü alır. Manşon, sert bir şekilde bağlanmış manşonun (5) kamlarıyla birleştiğinde, kam kavramasından (6) yivler boyunca dönüşü alır. manşon 5, yuvarlak masanın tahrikinin dişli çarkına geçen dişli bir çerçeveye sahiptir. Kam kavraması 6, el çarkından hareket ederken uzunlamasına besleme vidasını döndürmek için dişli bir halkaya sahiptir. Dişli çark 45 (Şek. 30) bir dişin dişe çarpması durumunda yaylıdır. Dişli 45 ile geçme, yalnızca manşon 5 ile kuplaj 6'nın ayrılması durumunda olabilir (bkz. Şekil 20).
Böylece, el çarkı 24 (Şekil 30) mekanik beslemeler sırasında bloke olur.
2 ve 3 numaralı kılavuz vida somunları (şek. 26), sürgünün sol tarafında bulunur. Sağ somun 3, sürgü gövdesinde iki pim ile sabitlenir, sol somun 2, ucunu bir solucanla döndürürken sağdakine dayayarak vida çiftindeki boşluğu seçer. Boşluğu ayarlamak için, somunu 11 (Şek. 27) p gevşetmek, silindiri 10 döndürmek, somunu 2 (Şek. 26) sıkmak gerekir. Boşluk seçimi, uzunlamasına strok volanı döndürülerek kontrol edilen kurşun vidanın boşluğu 3-5 ° 'den fazla olmayana ve hareket ederken çalışma stroku için gerekli olan bir alanda vida sıkışana kadar yapılmalıdır. tablo manuel.
Ayarlamadan sonra, kilit somununu 11 sıkın (bkz. Şekil 27), silindiri 10 takılı konumda sabitleyin.
Uçlarındaki tabla, montajı vidanın gerçek konumuna göre gerçekleştirilen braketler aracılığıyla kılavuz vidaya bağlanır ve kontrol pimleri ile sabitlenir. Baskı yatakları, burkulma olasılığını ortadan kaldırarak vidanın farklı uçlarına monte edilmiştir. Vidayı takarken, kurşun vidayı 100-125 kg'lık bir kuvvetle somunlarla önceden yükleyin.
Tabla ve kızak yönlerinde boşluk takozlar ile seçilir. Tabla kamasının 12 ayarı (Şekil 28), vida 14 bir tornavida ile sıkılarak 13 ve 15 nolu gevşek somunlarla gerçekleştirilir.
Tabla elle hareket ettirilerek ayarı kontrol edildikten sonra somunlar sağlam bir şekilde sıkılır.
Kılavuz sürgüdeki boşluk, emici (10) kullanılarak klips (17) ile ayarlanır. Sürgü elle hareket ettirilerek ayar derecesi kontrol edilir.
Sürgünün konsol kılavuzlarına kenetlenmesi çubuk 8 tarafından sağlanır (bkz. Şekil 26).
Elektrik şeması

Bağlantı şeması, makine üzerinde aşağıdaki modlarda çalışmanıza izin verir: "Kollardan kontrol", "Otomatik kontrol", masanın boyuna hareketlerinin "" Yuvarlak masa ".
Makine şebekeye bağlı ve S1 giriş anahtarı ile bağlantısı kesilmiştir.S 6 anahtarı ile çalışma modu seçilir.İş mili dönmezken ayar modunda makinenin çalışması,S2 yön değiştirme anahtarı konumuna getirilerek sağlanır. orta mermi pozisyonu.
DİKKAT!
MİLİ ELEKTRİK MOTORU ÇALIŞIRKEN MAKİNEYİ ŞEBEKE ŞEBEKESİNDEN AYIRMADAN VEYA GERİ GERİ DÖNMEDEN ÖNCE ELEKTRİK MOTORUNUN DUR BUTONUYLA AYRILMASI GEREKMEKTEDİR.
İş mili hızlarının ve makinedeki beslemenin değiştirilmesini kolaylaştırmak için, besleme motorunun a düğmesi ile - darbe limit anahtarı S 14 ile iş mili motorunun darbeli bir şekilde açılması sağlanır. S 9 düğmesine basıldığında K4 açılır ve K "1. NO kontakları K1, n.o. kontakları nedeniyle kendi kendine güç sağlayan kısa devre rölesini açar ve N.C. kontağı ile K4 güç kaynağı devresini keser.
- Kollardan kontrol edildiğinde S17 kontrolörlerin kontakları üzerinden çalışma zincirleri kapatılarak elektrik devresinin çalışması sağlanır; S19; S15; S16; S20 Besleme motorunun açılması ve kapatılması iki kontrolör tarafından gerçekleştirilir: uzunlamasına besleme için S 17; S 19, dikey ve çapraz besleme için - S5; S6. İş mili dönüşünün etkinleştirilmesi ve devre dışı bırakılması sırasıyla "Başlat", S 10, S 11, "Durdur" 7 düğmeleriyle gerçekleştirilir. S8. "Durdur" düğmesine basıldığında, iş mili dönüş motorunun kapatılmasıyla aynı anda besleme motoru da kapatılır.
Tablonun hızlı hareketi, yüksek hızlı V1 kısa devre marş elektromıknatısını içeren S 12 düğmesine "Hızlı" basıldığında meydana gelir.
İş mili motorunun frenlemesi elektrodinamiktir ve VI doğrultucudan stator sargısına doğru bir akım devresi oluşturan K2 marş motoru tarafından gerçekleştirilir. Gerilim rölesi K1, diyotları bozulmadan korumaya yarar. Sargı T1'in voltajı, 220 V şebeke geriliminde 36 V ve 380 V şebeke geriliminde 65 V'tur.
Beslemelerden biri üzerinde çalışırken, diğer beslemeyi yanlışlıkla açma olasılığı birbirini dışlar, engelleme S 15-S19 limit anahtarları ile gerçekleştirilir.
Otomatik kontrol için S 6 anahtarı "Otomatik çevrim" konumuna getirilmelidir. Ayrıca makine sürgüsünde bulunan silindiri mekanik olarak "Otomatik çevrim" konumuna getirmek gerekir.
Son silindir konumunda, uzunlamasına strok için kam kavraması kilitlenir ve S 20 limit anahtarına basılır.
Otomatik kontrol, masaya monte edilmiş kamlar kullanılarak gerçekleştirilir. Tabla hareket ettiğinde, boyuna besleme kavrama koluna (bkz. Şekil 34) ve üst dişliye 2 etki eden kamlar, elektrik devresinde ve mekanizmalarda gerekli şalterleri yapar.
Otomatik çevrimlerde hızlı travers kontrolü S 18 limit anahtarı tarafından gerçekleştirilir S 20 limit anahtarı, bu çalışma modunda enine ve dikey beslemeleri açma olasılığını ortadan kaldırır. Elektrik devresinin bu modda çalışması Şema ile açıklanır ve aşağıdaki gibi ilerler: kol 1 kapalıyken, çubuk 4 zincir dişlisinin 3 derin oluğunda, limit anahtarı S'nin 41 -17 kontakları olmalıdır. 18 kapatılmalıdır (şemada 0 konumu). Kol 1 sağa döndürüldüğünde, tablanın sağa hızlı hareketi etkinleştirilir (şemada konum 1). İstenen noktadaki hızlı travers, Za kam dişlisi 2'ye etki ettiğinde (şemadaki konum 2), çubuk 4 döndürüldüğünde, zincir dişlisinin 3 küçük boşluğuna düştüğünde ve limit anahtarı S18'in her iki kontağı açıldığında bağlantısı kesilir. . Servis yaparken masa hareket etmeye devam eder. 1a ve 3b kamları kol 1 ve zincir dişlisi 2 üzerinde hareket ettiğinde, besleme tersine çevrilir ve hızlı hareket sola doğru açılır (şemada konum 3 ve 4). Kol 1, 0 konumundan geçtiğinde, marş motoruna, S 18 limit anahtarının 33-43 kontakları üzerinden güç verilir. Şu anda çubuk 4, zincir dişlisinin 3 sabit eğriliği alanında olmalıdır (konum 3, Şema). Hızlı traversin sola kapatılması ve döngünün sonu, kol 1, kam 6 tarafından nötr konuma hareket ettirildiğinde (şemada konum 5) gerçekleştirilir.
Elektrik devresinin diğer çevrimlerdeki işi benzerdir.
Konsol tipi freze makinesi VM127'nin üreticisi hakkında bilgi
Dikey konsol frezeleme evrensel makine VM127 işletmede üretildi Votkinsk Makine İmalat Tesisi, 1759'da kuruldu.
Şu anda, OJSC "Votkinskiy Zavod" roket ve uzay kompleksinin ana kuruluşu ve çok çeşitli sivil ürünlerin üreticisidir.
Votkinsk makine yapım tesisindeki metal kesme makineleri 1956'dan beri üretilmektedir. Bunlar VM127 dikey freze makineleridir - 6R13, 6M13, VM127M, VM130, masaüstü torna tezgahı Universal-V ve CNC freze makinelerinin analogları VM133, VM500PMF4.
VM127 (VM-127) dikey konsol freze makinesi. Amaç kapsamı
Dikey konsol freze makinesi BM127, çelik, dökme demir ve demir dışı metallerden ve alaşımlardan yapılmış her türlü parçanın uç, uç, silindirik, yarıçap ve diğer freze takımları ile bireysel, küçük ölçekli ve seri üretim koşullarında frezelenmesi için tasarlanmıştır. . Cihaz ile parçanın kütlesi 300 kg'a kadardır.
Konsol tipi freze makinesi VM127, 1980'de Gorky freze makineleri fabrikasında geliştirilen ve 80'lerin sonunda daha gelişmiş VM127M ile değiştirilen tanınmış freze makinesi 6P13'ün yerini aldı.
Makine dikey, yatay ve eğik düzlemleri, olukları, köşeleri, çerçeveleri, dişlileri vb. işleyebilir.
Makineyi çeşitli yarı otomatik ve otomatik döngüler için özelleştirme yeteneği, çok istasyonlu hizmet düzenlemenize olanak tanır
BM 127 makinesinin ana hareketinin güçlü tahriki ve özenle seçilmiş dişli oranları, çeşitli kesme koşulları altında optimum işleme koşulları ve yüksek hızlı ve karbür takımların yeteneklerinin tam olarak kullanılmasını sağlar.
VM127 makinesinin bakım kolaylığı, cihazların ve araçların yeniden ayarlanması, makineyi küçük ölçekli üretimde kullanırken önemli kolaylıklar sunar.
Ünitelerin otomatik yağlama sistemi, en ağır çalışma koşullarında makinenin iddiasız ve güvenilir olmasını sağlar.
DRO'lu dikey konsol tipi freze makinesi VM127'nin genel görünümü

Fotoğraf konsolu freze makinesi vm127
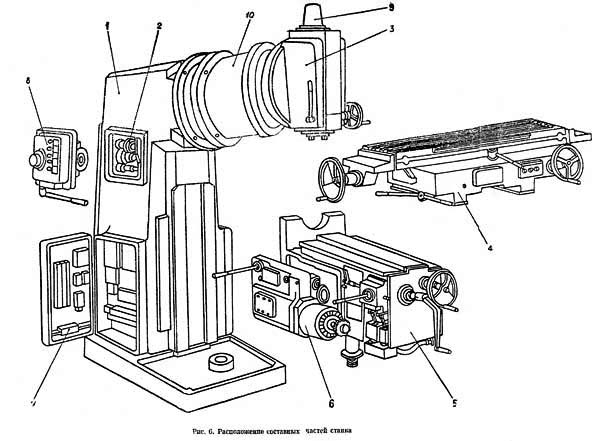
Konsol freze makinesi vm127'nin bileşen parçalarının konumu
Konsol tipi freze makinesi VM127M'nin (VM-127) ana birimlerinin listesi
- Yatak - VM127.01.010
- Şanzıman - VM127.03.010
- Döner kafa - 6P13.31.01V
- Tablo - slayt - 6R13.7.01B
- Konsol - 6R13.6.01B
- Besleme kutusu - VM127.4.01
- Elektrikli ekipman - 6P13.8
- Mil dişli kutusu - 6P13.5.01
- Elektromekanik alet bağlama cihazı - 6R13K.93.000
Freze makinesi VM127 için kontrollerin konumu

Konsol freze makinesi vm127'nin bileşen parçalarının konumu
Freze makinesi VM127 için kontrollerin listesi
- Durdur düğmesi (kopya)
- Mil başlatma düğmesi (yinelenen)
- İş mili hızlarının ok işaretçisi
- Mil hızı göstergesi
- "Hızlı tablo" düğmesi (yinelenen)
- Mil darbe düğmesi
- Alet kelepçesi serbest bırakma anahtarı
- Kafa dönüşü
- Mil kovanının sıkıştırılması
- Otomatik çevrim mekanizması dişlisi
- Boyuna masa hareketlerini devreye sokmak için tutamak
- Masa kelepçeleri
- Masanın manuel boyuna hareketi için el çarkı
- Hızlı tablo düğmesi
- Mil başlatma düğmesi
- Durdurma düğmesi
- Masanın uzunlamasına hareketinin manuel veya otomatik kontrolü için geçiş
- Manuel enine tabla hareketleri için el çarkı
- Masanın manuel dikey hareketi için tutamak
- halka sürme
- Masanın enine hareket mekanizmasının uzuvları
- Yemleri değiştirmek için mantarı sabitleme düğmesi
- Besleme anahtarı mantarı
- Tablo besleme işaretçisi
- Tablo beslemelerinin ok işaretçisi. Enine ve dikey tabla beslemesini açmak için kol
- Sürgünün konsol kılavuzlarına sıkıştırılması
- Masanın boyuna hareketlerini açmak için kol (kopyalama)
- Masanın manuel boyuna hareketi için el çarkı (yinelenen)
- Açma/kapama giriş anahtarı
- Soğutma pompası açma/kapama anahtarı
- Mil dönüş yönü anahtarı "sol-sağ"
- Mil hızı vites topuzu
- Otomatik veya manuel kontrol anahtarı ve yuvarlak masa çalışması
- Yatakta sıkıştırma konsolu
- Mil kovanını uzatmak için el çarkı
- Başını yatağa sıkıştırmak
VM127 freze tezgahının kinematik diyagramı

vm127 freze makinesinin kinematik diyagramı
Ana hareket, elastik bir kaplin vasıtasıyla flanşlı bir elektrik motoru tarafından tahrik edilir.
Mil hızı, yivli miller boyunca üç dişli bloğu hareket ettirilerek değiştirilir.
Şanzıman, iş miline 18 farklı hız verir.
Besleme, konsola monte edilmiş flanşlı bir elektrik motoru tarafından tahrik edilir. İki adet üç taç blok ve bir kam kavramalı hareketli bir dişli vasıtasıyla, besleme kutusu, bir bilyeli emniyet kavraması aracılığıyla konsola ve daha sonra ilgili kam kavramasından açıldığında, konsola iletilen 18 farklı besleme sağlar. boyuna, enine ve dikey hareketlerin vidaları.
Hızlandırılmış yer değiştirmeler, dönüşü doğrudan besleme motorundan ara dişli çarklar aracılığıyla gerçekleştirilen yüksek hızlı debriyaj açıldığında elde edilir.
Debriyaj, çalışan besleme debriyajı ile birbirine kenetlenmiştir, bu da aynı anda geçme olasılığını ortadan kaldırır. Dikey besleme, boyuna beslemeden 3 kat daha azdır
Yatak, makinenin diğer birimlerinin ve mekanizmalarının üzerine monte edildiği ve tabana sağlam bir şekilde sabitlendiği ve pimlerle sabitlendiği temel birimdir.
Döner başlık (Şek. 14) yatağın boynunun dairesel oluğunda ortalanır ve flanşın T-yuvasına giren dört cıvata ile ona bağlanır.
Mil, kayar bir manşon içine monte edilmiş iki yataklı bir mildir. Mildeki eksenel boşluğun düzenlenmesi, halkaların 3 ve 4 taşlanmasıyla gerçekleştirilir. Ön yataktaki artan boşluk, yarım halkaların 6 taşlanması ve somunun sıkılmasıyla ortadan kaldırılır.
VM127 (VM-127) makinesinin elektrik donanımı
Besleme ağı: Gerilim 380 V, alternatif akım tipi, frekans 50 Hz
Kontrol devreleri: Gerilim 110 V, akım tipi değişkendir
Kontrol devreleri: Gerilim 65 V, sabit akım
Yerel aydınlatma: voltaj 24 V.
Anma akımı (aynı anda çalışan elektrik motorlarının anma akımlarının toplamı) 20 A.
Güç kaynağı noktasındaki koruyucu cihazın (sigortalar, devre kesici) anma akımı 63 A'dır.
Elektrikli ekipman aşağıdaki belgelere göre yapılmıştır: şematik diyagram 6P13.8.000E3. R13.8.000E4 ürününün bağlantı şeması.
VM127 freze makinesinin elektrik şeması

VM127 freze makinesinin elektrik şeması
VM127 (VM-127) Dikey konsol freze makinesi. Video klip.
VM127 makinesinin teknik verileri ve özellikleri
| Parametre adı | VM127 | VM127M |
|---|---|---|
| masaüstü | ||
| GOST 8-82'ye göre doğruluk sınıfı | n | n | 300 | 800 |
| Tablonun çalışma yüzeyinin boyutları (uzunluk x genişlik), mm | 1600 x 400 | 1600 x 400 |
| T-yuvası sayısı T-yuvası boyutları | 3 | 3 |
| Masa boyuna mekanik ve manuel en büyük hareketi, mm | 1000 | 1010 |
| Masanın en büyük hareketi enine mekaniktir, mm | 300 | 300 |
| Tablonun elle enine en büyük hareketi, mm | 320 | 320 |
| Masanın en büyük hareketi dikey mekaniktir, mm | 400 | 400 |
| Tablonun elle en büyük dikey hareketi, mm | 420 | 420 |
| Manuel hareket sırasında milin ucundan tablaya en küçük ve en büyük mesafe, mm * İş mili uzatılarak sağlanan boyut 30 mm |
30..500* | 30..500 |
| Mil ekseninden yatağın dikey kılavuzlarına olan mesafe, mm | 620 | 420 |
| Masayı uzvun bir bölümü ile hareket ettirin (uzunlamasına, enine, dikey), mm | 0,05 | 0,05 |
| Uzuvun bir devri için masanın boyuna hareketi, mm | 4 | 4 |
| Masayı uzuv enine bir tur için hareket ettirmek, mm | 6 | 6 |
| Kadranın dikey bir turu için masayı hareket ettirmek, mm | 2 | 2 |
| mil | ||
| Mil hızı, rpm | 31,5..1600 | 40..2000 |
| Mil hızlarının sayısı | 18 | 18 |
| En büyük tork, kgs.m | 137 | |
| Mil ucu çizimi | GOST 836-72 | |
| mil konik | 50 | 50AT5 |
| Mil ucunun en büyük eksenel hareketi, mm | 80 | 80 |
| Kadranın bir dönüşünde tüy hareketi, mm | 4 | 4 |
| Kadranın 1 bölümü ile tüy hareketi, mm | 0,05 | 0,05 |
| Mil kafasının en büyük dönüş açısı, derece | ± 45 | ± 45 |
| Baş dönüş ölçeğinin bir bölümünün fiyatı, derece | 1 | |
| makine mekaniği | ||
| Tablo hızı boyuna ve enine, mm / dak | 3000 | 3000 |
| Dikey tabla hızı, mm / dak | 1000 | 1000 |
| Çalışma masası beslemelerinin aşama sayısı | 18 | 18 |
| Çalışma beslemelerinin sınırları. Boyuna ve enine, mm / dak | 25..1250 | 25..1250 |
| Çalışma beslemelerinin sınırları. Dikey, mm / dak | 8,3..416,6 | 8,3..416,6 |
| Anahtarlama besleme durakları (uzunlamasına, enine, dikey) | orada | orada |
| Manuel ve mekanik beslemenin bloke edilmesi (uzunlamasına, enine, dikey) | orada | orada |
| Ayrı besleme başlangıcını engelleme | orada | orada |
| Otomatik aralıklı besleme Boyuna | orada | orada |
| Otomatik aralıklı besleme Çapraz ve dikey | Numara | |
| Mil frenleme | orada | orada |
| Aşırı yük koruması (debriyaj) | orada | orada |
| Tahrik ünitesi | ||
| Makinedeki elektrik motoru sayısı | 3 | 4 |
| Ana hareket M1, kW tahrikinin elektrik motoru | 11 | 11 |
| Soğutma sıvısı pompası elektrik motoru M2, kW | 0,12 | 0,12 |
| M3, kW besleme tahrikinin elektrik motoru | 3 | 2,1 |
| Takım bağlama motoru M4, kW | Numara | AIR56V2UZ |
| Elektrikli Soğutucu Pompa Tipi | X14-22M | P-32MS10 |
| Soğutma sıvısı pompası kapasitesi, l / dak | 22 | 22 |
| Makine boyutları | ||
| Makine boyutları, mm | 2560 x 2260 x 2430 | 2560 x 2260 x 2500 |
| Makine ağırlığı, kg | 4250 | 4250 |
Notlar (düzenle)
- Bu vuruşların tam değeri, yalnızca masanın, kaydırağın veya konsolun hareketini kısıtlayan parça ve cihazların yokluğunda kullanılabilir, örneğin:
- iş miline kesicili bir mandrel takarken, dikey strok azalır;
- masa ve yatak aynası arasına asılı bir iş parçası veya fikstür takarken, kızağın enine hareketi azalır.
Frezeleme işi VM127 için takım tezgahı ünitesinin piyasaya sürülmesi, halen "Votkinsk tesisi" adı altında faaliyet gösteren Votkinsk makine yapım tesisinde uzmanlaştı.
1 Dikey freze makinesi BM127 - genel özellikler
Votkinsk fabrikasında 1950'lerin ortalarından beri metal kesme üniteleri üretilmektedir. Bizim tarafımızdan açıklanan makine, VM serisi ekipmanın ilk modifikasyonuydu. Onun teknik özellikler 6T13, 6P13, FSS450R, 6M13 gibi ünitelerinkilere benzer. Bugün tesis, makinenin daha modern versiyonlarını üretiyor - VM130M, VM127M, VM133, ancak "ataları" da küçük ölçekli ürün üretiminde uzmanlaşmış işletmelerde çok popüler.
Bu konsol freze ünitesi, iş parçalarının yüksek kalitede işlenmesini mümkün kılar. farklı malzemeler(sıcak haddelenmiş ve çelikten, demir dışı alaşımlardan, her türlü dökme demirden).
Bu amaçlar için silindirik, uç, radyüs ve parmak frezeler kullanılır. Diğer kesici freze takımlarının kullanımına da izin verilir.
Makine, çok üniteli üretim hatlarına yerleştirilebilir (tam otomatik ve yarı otomatik döngülerde çalışabilir) veya çerçeveleri, olukları, herhangi bir düzlemi (eğimli, yatay, dikey), dişlileri, köşeleri ve bağımsız olarak işlemek için kullanılabilir. yakın zamanda. Kesici takımların ve özel cihazların kolayca yeniden ayarlanabilmesinin yanı sıra bakım faaliyetlerini gerçekleştirme kolaylığı nedeniyle küçük firmalar arasında talep görmektedir.Makine, takımın potansiyelini yüzde yüz kullanmaya izin verir.
Ünitenin avantajları arasında ayrıca vurgulanmaya değer:
- ana hareketin verimli bir motorunun varlığı (gücü 11 kW), 22 l / dak kapasiteli ve 0.12 kW gücünde bir X14-22M soğutma sıvısı pompası ve ayrıca beslemeyi sürmek için ek bir motor ( 3 kW);
- ekipmanın otomatik yağlanması;
- zor çalışma koşullarında kurulumun yüksek güvenilirliği ve gerçek iddiasızlığı;
- ünite ile çalışmayı basitleştiren bir dizi mekanizmanın varlığı: aşırı yük koruma kavraması, ayrı bir şemaya göre besleme geçişinin engellenmesi, mil frenlemesi, uzunlamasına aralıklı otomatik besleme, her türlü mekanik ve manuel beslemenin engellenmesi, besleme durdurma üniteleri kapatır.

Bu avantajlar, takım tezgahı freze ekipmanının yüksek verimliliğini ve kullanım kolaylığını sağlar. Küçük parça partilerinin işlenmesi gereken durumlar için önemli olan bu faktörlerdir.
2 Freze makinesi VM127 - teknik özellikler
Ünitenin bileşen parçaları:
- yatak;
- kutular: beslemeler, iş mili hızlarının değiştirilmesi, hızlar;
- konsol;
- Dönebilen baş;
- aletin sıkıştırma mekanizması (elektromekanik çalışma prensibi);
- sürgülü masa;
- elektrikli ekipman.

Makinenin mili aşağıdaki özelliklere sahiptir:
- tüy hareketi: 0,05 mm - uzuv bölümü başına, 4 mm - uzuv dönüşü;
- mevcut çalışma hızlarının sayısı - 18;
- dönüş frekansı: maksimum - 1600 rpm, minimum - 31.5 rpm;
- olası kafa dönüş açısı - 45 °;
- tüyün eksenel hareketi (mümkün olan en büyük) - 80 mm;
- tork (maksimum) - 137 Nm;
- koni - 50;
- iş milinin ucu 836-72 standardının koşullarına göre yapılır.

Ünitenin çalışma tablosu aşağıdaki göstergelerle açıklanmıştır:
- genişlik - 400 mm, uzunluk - 1600 mm;
- uzuv devri başına (bir) yer değiştirme: 2 mm - dikey, 6 mm - enine, 4 mm - boyuna;
- merkez yük (maksimum) - 300 kg;
- tabla hareketi (maksimum değerler): 420 mm - dikey düzlemde elle, mekanik dikey - 400 mm, elle enine - 320 mm, mekanik enine - 300 mm, manuel ve mekanik boyuna - 1000 mm;
- yatağın kılavuzlarından (dikey) mil eksenine olan mesafe - 620 mm;
- tabladan iş mili ucuna olan mesafe 30–500 mm arasında değişebilir;
- oluk sayısı ("T" harfi şeklindedir) - 3;
- Н - Gosstandart 8–82 uyarınca doğruluk sınıfı.

Makinenin mekaniği, aşağıdaki gibi önemli değerlerle karakterize edilir:
- 8.3-416.6 mm / dak - dikey besleme sınırları, 25-1250 mm / dak - boyuna ve enine;
- yüksek hız - 1000 ve 3000 mm / dak (sırasıyla dikey, enine ve boyuna);
- verme adımları ( toplam sayısı) – 18.
3 Konsol freze ünitesinin kinematiği ve elektrik donanımı
Flanşlı elektrik motoru, bu amaç için elastik bir kaplin kullanarak ana hareketi tahrik eder. 18 farklı hız, bir dişli kutusu ile iş miline iletilir. Ve devir sayısını, yivli miller boyunca hareket ettirilmesi gereken dişli blokları (makinede üç tane vardır) vasıtasıyla değiştirebilirsiniz.
Flanş motoru ayrıca bir besleme tahriki üretir. Bir dişli hareketli tekerlek ve üç taç blok (ikisi kurulum tasarımına monte edilmiştir), bir emniyet bilyeli kavrama aracılığıyla konsola 18 besleme iletir. Daha sonra, bir kam tipi kavrama takılarak dikey, yanal ve uzunlamasına hareket vidalarına doğru yönlendirilebilirler.

Operatör hızlı travers kavramasını başlatırsa, makineyi hızlı hareketler için ayarlamak mümkün olur. Besleme kavraması bu kavrama ile kilitlenmiştir, bu nedenle aynı anda çalışmaya başlayamazlar. Debriyaj, doğrudan besleme motorundan avara dişlileri aracılığıyla döndürülür. Uzunlamasına beslemelerin her zaman dikey beslemelerden üç kat daha büyük olduğuna dikkat edin.
Tesisatın mili kayar bir manşonda bulunur, iki destekli bir mil şeklinde yapılır. Çalışma sırasında, iş milindeki boşluğu (eksenel) düzeltmek gerekebilir. Bu, ünite tasarımındaki halkaları taşlayarak yapmak kolaydır. Ön yatağı düzeltmeniz gerekirse (genellikle daha fazla oynama payına sahiptir), bu ünitenin somununu sıkabilir veya yarım halkaları yeniden taşlayabilirsiniz.

Makinenin temel bileşeni yataktır. Sert bir desene göre tabana sabitlenir ve pimlerle sağlam bir şekilde sabitlenir. Yatak, freze ünitesinin diğer tüm elemanlarını ve montajlarını yerleştirmek için bir platform görevi görür.
Ünitenin yeterli çalışması için daha az önemli olan, döner kafasıdır. Merkezlendiği halka şeklindeki oluğunda yatağın boynuna dört cıvata ile bağlanır. Cıvatalar, T-şekilli bir flanş oluğuna oturur.

Ayrı ayrı, açıklanan makinenin elektrikli ekipmanı hakkında söyleyelim. Aşağıdaki özelliklere sahiptir:
- 24 voltluk yerel aydınlatma;
- Devre kesicinin ve koruyucu sigortaların 63 amper akımı (nominal);
- Üçü makineye monte edilmiş, aynı anda çalışan elektrik motorlarının toplam 20 amper akımı;
- Kontrol devrelerinde 65 VDC ve 110 VAC.
Elektrikli ekipman, 380 V'luk bir voltaj altında standart bir akım frekansında (50Hz) çalışır.
VM127 dikey konsol freze makinesi. Amaç kapsamı
Dikey konsol freze makinesi BM127, çelik, dökme demir ve demir dışı metallerden ve alaşımlardan yapılmış her türlü parçanın uç, uç, silindirik, yarıçap ve diğer freze takımları ile bireysel, küçük ölçekli ve seri üretim koşullarında frezelenmesi için tasarlanmıştır. . Cihaz ile parçanın kütlesi 300 kg'a kadardır.
Makine dikey, yatay ve eğik düzlemleri, olukları, köşeleri, çerçeveleri, dişlileri vb. işleyebilir.
Makineyi çeşitli yarı otomatik ve otomatik döngüler için özelleştirme yeteneği, çok istasyonlu hizmet düzenlemenize olanak tanır.
BM 127 makinesinin ana hareketinin güçlü tahriki ve özenle seçilmiş dişli oranları, çeşitli kesme koşulları altında optimum işleme koşulları ve yüksek hızlı ve karbür takımların yeteneklerinin tam olarak kullanılmasını sağlar.
VM127 makinesinin bakım kolaylığı, cihazların ve araçların yeniden ayarlanması, makineyi küçük ölçekli üretimde kullanırken önemli kolaylıklar sunar.
Ünitelerin otomatik yağlama sistemi, en ağır çalışma koşullarında makinenin iddiasız ve güvenilir olmasını sağlar.
DRO'lu dikey konsol tipi freze makinesi VM127'nin genel görünümü
Konsol tipi freze makinesi VM127 bileşenlerinin konumu

Konsol tipi freze makinesi VM127'nin bileşenlerinin özellikleri
Yatak - VM127.01.010
Şanzıman - VM127.03.010
Döner kafa - 6P13.31.01V
Tablo - slayt - 6R13.7.01B
Konsol - 6R13.6.01B
Besleme kutusu - VM127.4.01
Elektrikli ekipman - 6P13.8
Mil dişli kutusu - 6P13.5.01
Elektromekanik alet bağlama cihazı - 6R13K.93.000
Kontrollerin yeri freze makinesi VM127

Freze makinesi VM127 için kontrollerin listesi
Durdur düğmesi (kopya)
Mil başlatma düğmesi (yinelenen)
İş mili hızlarının ok işaretçisi
Mil hızı göstergesi
"Hızlı tablo" düğmesi (yinelenen)
Mil darbe düğmesi
Alet kelepçesi serbest bırakma anahtarı
Kafa dönüşü
Mil kovanının sıkıştırılması
Otomatik çevrim mekanizması dişlisi
Boyuna masa hareketlerini devreye sokmak için tutamak
Masa kelepçeleri
Masanın manuel boyuna hareketi için el çarkı
Hızlı tablo düğmesi
Mil başlatma düğmesi
Durdurma düğmesi
Masanın uzunlamasına hareketinin manuel veya otomatik kontrolü için geçiş
Manuel enine tabla hareketleri için el çarkı
Masanın manuel dikey hareketi için tutamak
halka sürme
Masanın enine hareket mekanizmasının uzuvları
Yemleri değiştirmek için mantarı sabitleme düğmesi
Besleme anahtarı mantarı
Tablo besleme işaretçisi
Tablo beslemelerinin ok işaretçisi. Enine ve dikey tabla beslemesini açmak için kol
Sürgünün konsol kılavuzlarına sıkıştırılması
Masanın boyuna hareketlerini açmak için kol (kopyalama)
Masanın manuel boyuna hareketi için el çarkı (yinelenen)
Açma/kapama giriş anahtarı
Soğutma pompası açma/kapama anahtarı
Mil dönüş yönü anahtarı "sol-sağ"
Mil hızı vites topuzu
Otomatik veya manuel kontrol anahtarı ve yuvarlak masa çalışması
Yatakta sıkıştırma konsolu
Mil kovanını uzatmak için el çarkı
Başını yatağa sıkıştırmak
VM127 freze tezgahının kinematik diyagramı

Ana hareket, elastik bir kaplin vasıtasıyla flanşlı bir elektrik motoru tarafından tahrik edilir.
Mil hızı, yivli miller boyunca üç dişli bloğu hareket ettirilerek değiştirilir.
Şanzıman, iş miline 18 farklı hız verir.
Besleme, konsola monte edilmiş flanşlı bir elektrik motoru tarafından tahrik edilir. İki adet üç taç blok ve bir kam kavramalı hareketli bir dişli vasıtasıyla, besleme kutusu, bir bilyeli emniyet kavraması aracılığıyla konsola ve daha sonra ilgili kam kavramasından açıldığında, konsola iletilen 18 farklı besleme sağlar. boyuna, enine ve dikey hareketlerin vidaları.
Hızlandırılmış yer değiştirmeler, dönüşü doğrudan besleme motorundan ara dişli çarklar aracılığıyla gerçekleştirilen yüksek hızlı debriyaj açıldığında elde edilir.
Debriyaj, çalışan besleme debriyajı ile birbirine kenetlenmiştir, bu da aynı anda geçme olasılığını ortadan kaldırır. Dikey besleme, boyuna beslemeden 3 kat daha azdır
Yatak, makinenin diğer birimlerinin ve mekanizmalarının üzerine monte edildiği ve tabana sağlam bir şekilde sabitlendiği ve pimlerle sabitlendiği temel birimdir.
Döner başlık (Şek. 14) yatağın boynunun dairesel oluğunda ortalanmıştır ve flanşın T-yuvasına giren dört cıvata ile ona bağlanmıştır.
Mil, kayar bir manşon içine monte edilmiş iki yataklı bir mildir. Mildeki eksenel boşluğun düzenlenmesi, halkaların 3 ve 4 taşlanmasıyla gerçekleştirilir. Ön yataktaki artan boşluk, yarım halkaların 6 taşlanması ve somunun sıkılmasıyla ortadan kaldırılır.
VM127 ve VM127M makinesinin teknik verileri ve özellikleri
|
Parametre adı |
VM127M |
|
|
masaüstü |
||
|
GOST 8-82'ye göre doğruluk sınıfı |
||
|
Tablonun çalışma yüzeyinin boyutları (uzunluk x genişlik), mm |
||
|
T-yuvası sayısı T-yuvası boyutları |
||
|
Masa boyuna mekanik ve manuel en büyük hareketi, mm |
||
|
Masanın en büyük hareketi enine mekaniktir, mm |
||
|
Tablonun elle enine en büyük hareketi, mm |
||
|
Masanın en büyük hareketi dikey mekaniktir, mm |
||
|
Tablonun elle en büyük dikey hareketi, mm |
||
|
Manuel hareket sırasında iş mili ucundan tablaya en küçük ve en büyük mesafe, mm * Boyut 30 mm, iş mili uzatılarak sağlanır. |
||
|
Mil ekseninden yatağın dikey kılavuzlarına olan mesafe, mm |
||
|
Masayı uzvun bir bölümü ile hareket ettirin (uzunlamasına, enine, dikey), mm |
||
|
Uzuvun bir devri için masanın boyuna hareketi, mm |
||
|
Masayı uzuv enine bir tur için hareket ettirmek, mm |
||
|
Kadranın dikey bir turu için masayı hareket ettirmek, mm |
||
|
mil |
||
|
Mil hızı, rpm |
||
|
Mil hızlarının sayısı |
||
|
En büyük tork, kgs.m |
||
|
Mil ucu çizimi |
GOST 836-72 |
|
|
mil konik |
||
|
Mil ucunun en büyük eksenel hareketi, mm |
||
|
Kadranın bir dönüşünde tüy hareketi, mm |
||
|
Kadranın 1 bölümü ile tüy hareketi, mm |
||
|
Mil kafasının en büyük dönüş açısı, derece |
||
|
Baş dönüş ölçeğinin bir bölümünün fiyatı, derece |
||
|
makine mekaniği |
||
|
Tablo hızı boyuna ve enine, mm / dak |
||
|
Dikey tabla hızı, mm / dak |
||
|
Çalışma masası beslemelerinin aşama sayısı |
||
|
Çalışma beslemelerinin sınırları. Boyuna ve enine, mm / dak |
||
|
Çalışma beslemelerinin sınırları. Dikey, mm / dak |
||
|
Anahtarlama besleme durakları (uzunlamasına, enine, dikey) |
||
|
Manuel ve mekanik beslemenin bloke edilmesi (uzunlamasına, enine, dikey) |
||
|
Ayrı besleme başlangıcını engelleme |
||
|
Otomatik aralıklı besleme Boyuna |
||
|
Otomatik aralıklı besleme Çapraz ve dikey |
||
|
Mil frenleme |
||
|
Aşırı yük koruması (debriyaj) |
||
|
Tahrik ünitesi |
||
|
Makinedeki elektrik motoru sayısı |
||
|
Ana hareket M1, kW tahrikinin elektrik motoru |
||
|
Soğutma sıvısı pompası elektrik motoru M2, kW |
||
|
M3, kW besleme tahrikinin elektrik motoru |
||
|
Takım bağlama motoru M4, kW |
||
|
Elektrikli Soğutucu Pompa Tipi |
||
|
Soğutma sıvısı pompası kapasitesi, l / dak |
||
|
Makine boyutları |
||
|
Makine boyutları, mm |
2560 x 2260 x 2430 |
2560 x 2260 x 2500 |
|
Makine ağırlığı, kg |

Dikey delme makinesi
Model 2C150
Makine, özel ayarlamalar kullanılarak çeşitli parçalarda delme, frezeleme, raybalama ve kılavuz çekme için tasarlanmıştır.
Temel veri
|
Delme kapasitesi mm |
|
|
Mil kafasının en büyük vuruşu mm |
|
|
Tahrik milinin ekseninin sapması mm |
|
|
Mil kafasının alt ucundan tablaya kadar olan en küçük ve en büyük mesafe mm |
|
|
hız sayısı |
|
|
Dakikada tahrik milinin devir sayısının sınırları |
|
|
Besleme sayısı |
|
|
İğ kafası beslemesinin sınırları mm / devir |
|
|
Mesnetli hızlı hareketlerin hızı m / dak. |
|
|
Tablonun çalışma boyutları mm |
|
|
Tablo inme mm |
|
|
Ana motor gücü kW |
|
|
Makine boyutları (uzunluk X genişlik X yükseklik) mm |
1660Х1200Х3110 |
|
Makine ağırlığı kilogram |
|
|
Makinenin ruble cinsinden toptan fiyatı. |
Hareketli tablalı yatay takım tezgahları, makine yapımı endüstrisindeki en yaygın elmas delme makineleri grubudur. Bu makinelerin iki modelini kısaca düşünün - 2712A ve 2712C.
Elmas delme makinesi modu. 2712A. Yatay elmas delme makinesi modu. 2732A, aynı eksende bulunan deliklerin çift taraflı nihai delinmesi ve ayrıca gövde parçalarındaki uçların kırpılması için tasarlanmış ekstra yüksek hassasiyetli.
Makine şunları sağlar: 120 mm çapında delikler için 0.003 mm'den fazla olmayan herhangi bir bölümde delik çapının sapması ve 100 mm uzunluğunda 200 mm çapında delikler için 0.004 mm; dökme demir ve çelik parçaları işlerken deliklerin ve kesik uçların yüzeyinin pürüzlülüğü 0.634-2.5 mikron ve demir dışı alaşımlardan yapılmış parçaları işlerken 0.04 4-0.32 mikron arasındadır.
Kutu şeklindeki yatağın üzerinde, alt ve üst yüzeyleri hassas işlenmiş, köprülere monte edilmiş mil kafaları bulunmaktadır. Üst yüzey boyunca, delik işleme kafalarını takmak için iki T-şekilli yuva yapılmıştır. Her kafada, uçları düzeltmek için bir mandrel ve bir aynanın sabitlendiği bir mil bulunur. Üzerinde iş parçası bulunan masa, yatağın kılavuzları boyunca hareket eder.
Makine, masaya sabitlenmiş iki kam vasıtasıyla ayarlanan, hem manuel hem de yarı otomatik bir çevrimde çalışabilir; bu kamlar, makine yatağında bulunan iki limit anahtarı üzerinde çalışır. İşlenecek iş parçası, makine tablasına monte edilmiş bir fikstüre sabitlenir; parçanın kenetlenmesi, hareket ettirilmesi, sabitlenmesi, diğer yardımcı hareketlere dönüşmesi otomatik olarak gerçekleştirilir.

Makine modunun kinematik diyagramı. 2712A, ana hareketin ve tabla beslemesinin kinematik zincirlerini içerir.
Elmas delme makinesi modu. 2712C. Bu, bu türdeki en hassas makinelerden biridir. Makine, boyuna kesitte 0.001 - 0.002 mm çap stabilitesi, 0.0006-0.001 mm yuvarlaklıktan sapma (32 mm'ye kadar çapa sahip delikler için daha küçük değerler, 32-250 mm daha büyük değerler) açısından işleme hassasiyeti sağlar. .
Bu tür yüksek işleme doğruluğu, delme kafalarında hidrostatik mil yataklarının kullanılması, dolaşımdaki yağlayıcının sıcaklığının stabilize edilmesi (freon soğutma) ve baş millerin dönüş tahrikinde elastik bir kaplin kullanılması nedeniyle elde edilir. Mekanik bir tabla tahrikinin (hidrolik yerine) kullanılması, ısı oluşumunu ve titreşimi azaltmayı mümkün kılmıştır. Makinenin tüm tahriklerinin elektrik motorları çerçeveden çıkarılarak yatak sisteminin rijitliği artırılmıştır. Tabla hareketinin düzlüğünü artırmak için iki adet V şeklinde kılavuz kullanılır.
Hidrolik yatakların (desteklerin) özelliklerine dikkat edin. Başlıca avantajları şunlardır: yüksek dönüş doğruluğu, sönümleme özellikleri ve pratik olarak sınırsız dayanıklılık, mil ve destek arasında temas olmadığından, ince bir yağ tabakası ile ayrılırlar. Bu, yüksek kaliteli finisaj işlemleri sağlamak gerektiğinde, hassas takım tezgahlarında uygulama beklentilerini belirler. Hidrostatik yağlamalı silindirik yataklar, her birine yağlayıcının bir kısma cihazı aracılığıyla basınç altında verildiği, çevre çevresinde eşit aralıklarla yerleştirilmiş ceplerle yapılır.
Aşağıdaki ana tip elmas delme makineleri üretilmektedir: 230-500 mm genişliğinde hareketli bir tablalı yatay, hareketli başlıklı dikey ve eğimli çok milli, farklı düzenlerde modüler makineler, sabit veya sabit üniversal dikey tek milli iki yönde hareketli tabla, hareketli tablalı yatay Üniversal makineler ve çalışma gövdelerinin hareketlerini koordine eder.