Російський вертикально-фрезерний консольний ВМ127М є аналогом верстатів 6Р13, 6Т13, FSS450R і призначений для фрезерування різноманітних деталей зі сталі, чавуну та кольорових металів та сплавів торцевими, кінцевими, циліндричними, радіусними та іншими фрезами.
На верстаті ВМ127М можна обробляти вертикальні, горизонтальні та похилі площини, пази, кути, рамки тощо.
Принципові зміни, що відбулися з конструкцією верстата ВМ127М у 2012р.
- Змінено конструкцію вертикальних напрямних станини з профілю «Ластівчин хвіст» на П-подібний профіль, що дозволило збільшити масу оброблюваної деталі до 800 кг.
- Замінено механічну коробку подач на безступінчасте регулювання (Серводигатель), для більш точного та швидкого налаштування режимів різання, та підвищення продуктивності обробки.
- При виготовленні верстата з пристроєм цифрової індикації замінені комплектуючі імпортного виробника з використанням магнітних лінійок замість оптичних.
Технічна характеристика та жорсткість верстата дозволяє повністю використовувати можливості швидкорізального та твердосплавного інструменту.
За окремим замовленням за додаткову плату верстат ВМ127М може бути оснащений комплектом додаткових аксесуарів 127-13.
Простота обслуговування та швидке переналагодження пристроїв та інструменту становлять значні зручності при використанні верстата в дрібносерійному виробництві.
Прямокутні напрямні консолі, що прийшли на зміну напрямним типу "ластівчин хвіст", збільшили жорсткість конструкції верстата і дозволили збільшити масу деталей, що обробляються, до 800 кг.
Автоматична системамастила вузлів забезпечує невибагливість та надійність верстата у найжорсткіших умовах експлуатації.
Верстат ВМ127М за дод. плату комплектується пристроєм цифрової індикації переміщення столу.
Верстат ВМ127М сертифікований на відповідність вимогам ГОСТ 12.2.009, ГОСТ Р МЕК 60204-1-99. ТУ3-178М-89
Кліматичні умови УХЛ4 ГОСТ 15150-69.
Технічні характеристики фрезерного верстата ВМ127М
| Характеристика | Значення |
|---|---|
| Розміри робочої поверхні (довжина х ширина), мм | 1600х400 |
| Число Т-подібних пазів | 3 | 800 |
| Найбільше переміщення столу, мм: | |
| - подовжнє механічне/ручне | 1010/1010 |
| - поперечне механічне/ручне | 300(280*)/320 |
| - вертикальне механічне/ручне | 400/420 |
| Переміщення столу на один розподіл лімба (подовжнє поперечне, вертикальне), мм | 0,05 |
| Переміщення столу на один оберт лімба, мм: | |
| - Поздовжнє | 4 |
| - Поперечне | 6 |
| - вертикальне | 2 |
| Точність лінійних координат переміщень столу (при оснащенні УЦІ), мкм | |
| - подовжнє (координата "Х") | 50* |
| - Поперечне (координата "Y") | 50* |
| - вертикальне (координата "Z") | 50* |
| Конус шпинделя | АТ50 |
| Найбільше переміщення пінолі шпинделя, мм | 80 |
| Найбільше та найменше переміщення від торця шпинделя до робочої поверхні стола при ручному переміщенні, мм | 30-500 |
| Відстань від осі шпинделя до вертикальних напрямних станини, мм | 420 |
| Кут повороту шпиндельної голівки, град | ±45 |
| Кількість швидкостей шпинделя | 18 |
| Межі безступінчастого регулювання швидкості подач, мм/хв: | |
| - поздовжня робоча/прискорена | 25-1250/3000 |
| - поперечна робоча/прискорена | 25-1250/3000 |
| - Вертикальна робоча/прискорена | 8,3-416,6/1000 |
| Потужність електродвигуна, кВт: | |
| - головного руху | 11 |
| - приводу подач | 2,1 |
| Потужність електронасосу охолодження рідини, кВт | 0,12 |
| Продуктивність електронасосу охолоджувальної рідини, л/хв. | 22 |
| Клас точності верстата | Н |
| Маса |
Верстат фрезерний консольний вертикальний моделі ВМ127 призначений для фрезерування різноманітних деталей зі сталі, чавуну та кольорових металів та сплавів торцевими, кінцевими, циліндричними. радіусними та іншими фрезами. Маса деталі із пристосуванням – до 300 кг.
На верстаті можна обробляти вертикальні, горизонтальні та похилі площини, пази, кути, рамки, зубчасті колеса тощо.
Технічна характеристика та жорсткість верстата дозволяють повністю використовувати можливості швидкорізального та твердосплавного інструменту.
Можливість налаштування верстата на різні напівавтоматичні та автоматичні цикли дозволяє організувати багатоверстатне обслуговування.
Верстат призначений для виконання фрезерних робіт в умовах індивідуального та серійного виробництва.
Кінематична схема

Привід головного руху

Привід головного руху здійснюється від фланцевого електродвигуна через пружну сполучну муфту.
Числа оборотів шпинделя змінюються пересуванням трьох зубчастих блоків по шліцевих валів.
Коробка швидкостей повідомляє шпинделя 18 різних швидкостей.
Графік чисел оборотів шпинделя верстата, що пояснює структуру механізму головного руху, наведено на рис. 9.
Привід подач

Привід подач здійснюється від фланцевого електродвигуна, змонтованого у консолі. За допомогою двох тривінкових блоків і пересувного зубчастого колеса з кулачковою муфтою коробка подач забезпечує отримання 18 різних подач, які через кулькову запобіжну муфту передаються в консоль і далі при включенні відповідної кулачкової муфти до гвинтів поздовжнього, поперечного і вертикального переміщення.
Прискорені переміщення утворюються при включенні фрикціону швидкого ходу, обертання якого здійснюється через проміжні зубчасті колеса безпосередньо від електродвигуна подач.
Фрикціон зблокований з муфтою робочих подач, що усуває можливість їхнього одночасного включення.
Графік, що пояснює структуру механізму подачі верстата, наведено на рис. 10. Вертикальні подачі в 3 рази менше поздовжніх.
Станіна
Станіна є базовим вузлом, у якому монтуються інші вузли та механізми верстата.
Станина жорстко закріплена на підставі та зафіксована штифтами.
Поворотна головка

Поворотна головка (рис. 14) центрується в кільцевій виточці горловини станини і кріпиться до пін чотирма болтами, що входять до Т-подібного пазу фланця.
Шпиндель є двоопорним валом, змонтованим у висувній гільзі. Регулювання осьового люфта в шпинделі здійснюється підшліфуванням кілець 3 і 4. Підвищений люфт у передньому підшипнику усувають підшліфуванням напівкілець 6 і підтягуванням гайки 1.
через отвір викруткою гвинта 2 розконтрагується гайка 1;
сталевим стрижнем гайка 1 застопорюється. По коміром шпинделя за сухар гайку підтягують і цим переміщують внутрішню обойму підшипника!
щупом заміряється величина зазору між підшипником і буртом шпинделя, після чого півкільця 6 підшліфовуються на необхідну величину.
півкільця встановлюються на місце та закріплюються:
привертається фланець 5. Для усунення радіального люфта в 0,01 мм півкільця необхідно під шліфувати приблизно на 0/12 мм.
Після перевірки люфта в підшипнику виробляють обкатку шпинделя на максимальній кількості обертів.
Величину нагрівання підшипників характеризують вимірюванням електротермометр температури внутрішньої поверхні конічного отвору.
Надмірна температура поверхні інструментального конусамає перевищувати 55°С.
Обертання шпинделя передається від коробки швидкостей через пару конічних і пару циліндричних зубчастих коліс, змонтованих у голівці.
Змащення підшипників і шестерень поворотної головки здійснюється від насоса станини, а мастило механізму переміщення гільзи-шприцюванням.
Коробка швидкостей

Коробка швидкостей змонтувала безпосередньо у корпусі станини. З'єднання коробки з валом електродвигуна здійснюється пружною муфтою, що допускає неспіввісність в установці двигуна до 05-07 мм.
Огляд коробки швидкостей можна проводити через вікно праворуч.
Змащення коробки швидкостей здійснюється від плунжерного насоса (рис. 13), що приводиться в дію ексцентриком. продуктивність насоса; близько 2 л/хв. Олія до насоса підводиться через фільтр. Від насоса масло надходить до маслорозподільника, від якого по мідній трубці відводиться па око контролю роботи насоса і по гнучкому шлангу в поворотну головку. Елементи коробки швидкостей змащуються розбризкуванням олії, що надходить з отворів трубки маслорозподільника, розташованого над коробкою швидкостей.
Коробка перемикання швидкостей

Коробка перемикання швидкостей дозволяє
вибирати потрібну швидкість без послідовного проходження проміжних щаблів.
Рейка 1 (рис. 16). пересувається рукояткою перемикання 5, за допомогою сектора через 2 вилку 8 (рис. 15) переміщує в осьовому напрямку головний, валик з диском перемикання 7.
Диск перемикання можна повертати покажчики швидкостей 9 через конічні шестерні 14 і 16. Диск має кілька рядів певного розміру отворів, розташованих проти штифтів рейок 17 та 19.
Рейки попарно зачіплюються із зубчастим колесом 18. На одній із кожної пари рейок кріпиться вилка перемикання. При переміщенні диска натиском на штифт однієї пари забезпечується зворотно-поступальне переміщення рейок.
При цьому вилки наприкінці ходу диска займають положення, що відповідає зачепленню певних пар шестерень. Для виключення можливості жорсткого упору шестерень при перемиканні штифти 6 рейок підпружинені.
Фіксація лімба при виборі швидкості забезпечується кулькою 13, що заскакує в паз зірочки 10.
Регулювання пружини 11 проводиться пробкою 12 з урахуванням чіткої фіксації лімба і зусилля нормального при його повороті.
Рукоятка 5 (див. мал. 16) у включеному положенні утримується за рахунок пружини 4 та кульки 3. При цьому шип рукоятки входить у паз фланця.
Відповідність швидкостей значенням, вказаним на покажчику, досягається певним положенням конічних коліс із зачеплення. Правильне зачеплення встановлюється по кернах на торцях сполученого зуба та западини або при встановленні покажчика положення швидкості 31,5 об/хв. та диска з вилками у положення швидкості 81,5 об/хв. Зазор у зачепленні конічної пари не повинен бути більшим за 0,2 мм, так як диск за рахунок цього може повернутися до 1 мм.
Коробка подач

Коробка подач забезпечує отримання робочих подач н швидких переміщень столу, санок і консолі. Кінематику коробки подач див. на рис. 8.
Отримані в результаті перемикання блоків швидкості обертання передаються на вихідний вал 7 (рис. 17) через кулькову запобіжну муфту, кулачкову муфту 15 і втулку 16, з'єднану шпонкою з кулачковою муфтою 15 вихідним валом 7.
При перевантаженні механізму подач кульки, що знаходиться в контакті з отворами кулачкової втулки 17, пружини стискають і виходять з контакту. При цьому зубчасте колесо 2 прослизає відносно кулачкової втулки 17 і припиняється робоча подача. Швидке обертання передається від електродвигуна, минаючи коробку подач, зубчасте колесо 6, яке сидить на хвостовику корпусу фрикціону 10 і, таким чином, постійне число обертів. При монтажі необхідно перевірити затягування гайки 8. Корпус фрикційної муфти повинен вільно обертатися між зубчастим колесом 9 і підшипником.
Диски фрикціону через один пов'язані з корпусом фрикціону, який постійно обертається, і 4 втулкою, яка, у свою чергу, з'єднана шпонкою з вихідним валом 7.
При натисканні кулачкової муфти 15 на торець втулки 14 і далі на гайку диски 5 11 і 12 стискаються н передають швидке обертання вихідному валу 7 і зубчастому колесу 9.
При регулюванні запобіжної муфти знімається кришка 19 (рис. 18) та вивертається пробка 20.
Коробка перемикання подач

Коробка перемикання подач (мал. 19) входить у вузол коробки. Принцип її роботи логічний роботі коробки перемикання швидкостей.
Для запобігання зсуву диска 21 в oceвому напрямку валик 29 замикається у включеному положенні кулькою.24 і втулкою 28. Потрапляючи в кільцеву проточку валика 27, кульки звільняють від фіксації валик 29 при натисканні на кнопку
Фіксація повороту диска перемикання: 21 здійснюється кулькою; 22 через фіксаторну вилку 25, пов'язану шпонкою з валиком 29.Регулювання зусилля фіксації повороту диска перемикання проводиться різьбовою пробкою 23.
Змащення коробки подач здійснюється розбризкуванням олії, що надходить із системи мастила консолі. Крім цього, в нижній частині платика консолі є отвір (свердління в нагнітальну порожнину насоса мастила), через яке мастило надходить до розподільника коробки подач.
Від маслорозподільника, відводяться дві трубки: га вічко контролю роботи насоса і для мастила підшипників. Безпосередньо через маслорозподільник масло подається на мастило підшипників фрикційної муфти.
Консоль

Консоль є базовим вузлом, що поєднує вузли ланцюга подач зграйка. У консолі змонтований ряд валів і зубчастих коліс, що передають рух від коробки подач у трьох напрямках-до гвинтів поздовжньої, поперечної та вертикальної подач, механізм включення швидкого ходу електродвигун подач. У вузол "консоль" входить також механізм включення поперечних та вертикальних подач.
Зубчасте колесо 8 (рис. 20) отримує рух від колеса 9 (див. рис. 17) і передає його на зубчасті "колеса 7, 4, 2 і 1 (див. рис. 20). Зубчасте колесо 4 змонтоване на підшипнику і може передавати рух валу тільки через кулачкову муфту 6, пов'язану з валом.Далі через пару циліндричних і пару конічних коліс рух передається на гвинт 14 (мал.
Зачеплення конічної пари 10 і 15 відрегульоване компенсаторами 12 і 13 і зафіксовано гвинтом, що входить у засверління пальця 11.
Втулка 16 має технологічне значення та ніколи не демонтується.
Гайка вертикальних переміщень закріплена у колонці. Колонка встановлена точно гвинтом і зафіксована штифтами на підставі верстата.
Зубчасте колесо 2 (див. рис. 20), змонтоване па гільзі, через шпонку та шліци постійно обертає шліцевий вал IX ланцюга поздовжнього ходу.
Гвинт поперечної подачі X отримує обертання через зубчасте колесо 2 п колесо 1, що вільно сидить на валу, при включеній кулачковій муфті поперечного ходу.
Для демонтажу валів VII та VIII необхідно зняти коробку подач та кришку з лівого боку консолі, після чого через вікно консолі вивернути стопори у зубчастих коліс 8 та 9.
Демонтаж санчат можна провести після демонтажу шліцевого валу IX.
При демонтажі санчат необхідно також демонтувати кронштейн поперечного ходу або гвинт поперечної подачі.
Механізм включення вертикальної та поперечної подач

Механізм включення вертикальної і поперечної подач виконаний в окремому корпусі і керує включенням і відключенням кулачкових муфт поперечної і вертикальної подач і електродвигуна подач. скосами Управляє через важільну систему включенням кулачкових муфт, а через штифти - кінцевими вимикачами миттєвої дії, розташованими нижче за механізм і призначеними для реверсу електродвигуна подачі. Тяга 33 зв'язує барабан з дублюючою рукояткою. У своїй середній частині на ній закріплений важіль, на який діють кулачки, що обмежують поперечний хід. Наприкінці тяга має важіль обмеження вертикальних переміщень. При включеннях та вимкненнях поперечного ходу тяга переміщається поступально, а вертикального ходу – повертається.
Блокування», що оберігає від включення маховички і рукоятки ручних переміщень при включенні механічної подачі, включає коромисло 6 і штифт 5 (див. рис. 20).
При включенні кулачкової муфти ручкою по-. дачі коромисло 6 при переміщенні муфти повертається, пересуває штифт, який упирається в дно кулачкової муфти маховичка або рукоятки, і відсуває їх, не даючи можливості зчепитися кулачкам.
Якщо система має підвищений люфт, необхідно випресувати пробку вала VII, розконтрувати гайку 30 (див. рпс. 23) і підвернути гвинт 31. Після перевірки люфта необхідно ретельно законтрувати гайку 30.
Система змащування консолі включає плунжерний насос (рис. 24), золотниковий розподільник (рис. 25), маслорозподільник і відходять від його трубки, що подають масло до підшипників, зубчастих колес, гвинтів поперечного і вертикального переміщень. Плунжерний насос мастила консолі, коробки подач, механізмів вузла «стіл-салазки» засмоктує масло через сітку фільтра з масляної ванни і подає його трубкою До золотникового розподільника.
Від золотникового розподільника відводяться труо-кп для змащування вертикальних напрямних консолі, па штуцер гнучкого шланга мастила вузла «стіл-салазки» і маслорозподільника консолі. Продуктивність насоса близько 1 л/хв.
Стіл та санки

Стіл і санки (рис. 26) забезпечують подовжні та поперечні переміщення столу.
Ходовий гвинт 1 отримує обертання через ковзну шпонку гільзи 9, змонтовану у втулках 5 і 7. Гільза через шліци отримує обертання від кулачкової муфти 6 при зчепленні її з кулачками втулки 5, жорстко пов'язаної з конічним зубчастим колесом 4, Втулка яким зчепляється зубчасте колесо приводу круглого столу. Кулачкова муфта має 6 зубчастий вінець для здійснення обертання гвинта поздовжньої подачі при переміщеннях від маховичка. Зубчасте колесо 45 (рис 30) пружне на випадок попадання зуба на зуб. Зчеплення з шестернею 45 може бути лише у разі розчеплення муфти 6 з втулкою 5 (див. рис. 20).
Таким чином, маховичок 24 (рис. 30) блокується при механічних подачах.
Гайки 2 та 3 ходового гвинта (рис. 26) розташовані в лівій частині санчат. Права гайка 3 зафіксована двома штифтами в корпусі санчат, ліва гайка 2, упираючись торцем у праву при повороті її черв'яком вибирає люфт у гвинтовій парі. Для регулювання зазору необхідно послабити гайку 11 (рис. 27), обертаючи валик 10, зробити підтягування гайки 2 (рис. 26). Вибір люфта необхідно проводити до тих пір, поки люфт ходового гвинта, що перевіряється поворотом маховичка поздовжнього ходу, виявиться не більше 3-5 ° і поки при переміщенні стола вручну не станеться заклинювання гвинта на якійсь ділянці, необхідному для робочого ходу.
Після регулювання потрібно затягнути контргайку 11 (див. мал. 27), зафіксувати валик 10 у встановленому положенні.
Стіл у своїх торцях з'єднується з ходовим гвинтом через кронштейни, установка яких проводиться за фактичним розташуванням гвинта, та фіксується контрольними штифтами. Упорні підшипники змонтовані на різних кінцях гвинта, що усуває можливість роботи на поздовжньому вигину. При монтажі гвинта забезпечується попереднє натяг ходового гвинта гайками із зусиллям 100-125 кг.
Зазор у напрямках столу та санок вибирається клинами. Регулювання клина 12 столу (рис. 28) проводиться при ослаблених гайках 13 п 15 підтягуванням гвинта 14 викруткою.
Після перевірки регулювання ручним рухом столу гайки надійно затягуються.
Зазор у напрямних санчат регулюється кліпом 17 за допомогою всоту 10. Ступінь регулювання перевіряється переміщенням санок вручну.
Затискач санок на напрямних консолі забезпечується планкою 8 (див. мал. 26).
Електрична схема

Електросхема дозволяє виконувати роботу на верстаті в наступних режимах: «Управління від рукояток», «Автоматичне керування» поздовжніми переміщеннями столу» «Круглий стіл».
Підключення верстата до мережі і відключення здійснюється вступним вимикачем S 1. Вибір режиму роботи проводиться перемикачем S 6. Робота верстата в налагоджувальному режимі при шпинделі, що не обертається, забезпечується установкою реверсивного перемикача S 2 в середнє кульове положення.
УВАГА!
НАПЕРЕД ЧИМ ВІДКЛЮЧИТИ ВЕРСТАТ ВІД МЕРЕЖІ АБО ВИРОБИТИ РЕВЕРС ПРИ РОБОЧОМ ЕЛЕКТРОДВИГУНА ШПІНДЕЛЯ НЕОБХІДНО КНОПКОЙ «СТОП» ВІДКЛЮЧИТИ ЕЛЕКТРОДВИГУН.
Для полегшення перемикання швидкостей шпинделя і подачі у верстаті передбачено імпульсне включення електродвигуна шпинделя кнопкою а електродвигуна подачі - кінцевим вимикачем імпульсу S 14. При натисканні кнопки S 9 включаються К4 і К1. Н. О. контакти К1 включають реле КЗ, яке за рахунок свого зв'язку контакту стають на саможивлення, а зв. контактом розриває ланцюг живлення К4.
- при керуванні від рукояток робота електросхеми забезпечується замиканням робочих ланцюжків через контакти командоапаратів S17; S19; S15; S16; S20 Включення та відключення електродвигуна подачі здійснюється двома командоапаратом: для поздовжньої подачі S 17; S 19, для вертикальної та поперечної подач- S5; S6. Увімкнення та відключення обертання шпинделя здійснюється відповідно кнопками "Пуск", S 10, S 11, "Стоп" 7. S8. Кнопкою «Стоп» одночасно з відключенням електродвигуна обертання шпинделя вимикається електродвигун подачі.
Швидкий хід стола відбувається при натисканні кнопки S 12 «Швидко», що включає пускачем КЗ електромагніт швидкого ходу V1.
Гальмування електродвигуна шпинделя - електродинамічний і здійснюється пускачем К2, що створює ланцюг постійного струму від випрямляча VI в обмотку статора. Реле напруги К1 служить захисту діодів від пробою. Напруга обмотки Т1 дорівнює 36 при напрузі мережі 220 В і, 65 при напрузі мережі 380 В.
При роботі на одній з подач можливість випадкового включення іншої подачі взаємовиключається, блокування здійснюється кінцевими вимикачами S 15-S19.
При автоматичному керуванні перемикач S 6 повинен бути встановлений у положення Автоматичний цикл. Крім того, необхідно зробити механічне перемикання валика, розташованого в санках верстата, положення «Автоматичний цикл».
При останньому положенні валика муфта кулачкова поздовжнього ходу замкнена і кінцевий вимикач S 20 натиснутий.
Автоматичне керування здійснюється за допомогою кулачків, що встановлюються на столі. При русі столу кулачки, впливаючи на ручку включення поздовжньої подачі (див. рис. 34) і верхню зірочку 2, виробляють необхідні перемикання в електросхемі та механізмах.
Управління швидким ходом в автоматичних циклах здійснюється кінцевим вимикачем S 18 Кінцевий вимикач S 20 виключає можливість увімкнення поперечних та вертикальних подач у цьому режимі роботи. Робота електросхеми в цьому режимі пояснюється діаграмою і відбувається наступним чином: при відключеній рукоятці 1 шток 4 повинен знаходитися в глибокій западині зірочки 3, контакти 41 -17 кінцевого вимикача S 18 повинні бути замкнуті (положення 0 на діаграмі). З включенням рукоятки 1 праворуч включається швидкий хід стола праворуч (положення 1 на діаграмі). Відключення швидкого ходу в потрібній точці відбувається при впливі кулачка За на зірочку 2 (положення 2 па діаграмі), при повороті якої шток 4 потрапляє в малу западину зірочки 3, а контакти обидва кінцевого вимикача S18 розмикаються. Стіл продовжує рух на подачі. При дії кулачків 1а і 3б па рукоятку 1 і зірочку 2 відбувається реверс подачі та включення швидкого ходу вліво (положення 3 та 4 на діаграмі). При переході рукоятки 1 через положення 0 живлення пускача Ко здійснюється через контакти 33-43 кінцевого вимикача S 18. Шток 4 в цей момент повинен перебувати на ділянці постійної кривизни зірочки 3 (положення 3 на діаграмі). Відключення швидкого ходу вліво та кінець циклу здійснюється при перекладі рукоятки 1 кулачком 6 у нейтральне положення (положення 5 на діаграмі).
Робота електросхеми інших циклах відбувається аналогічно.
Відомості про виробника консольно-фрезерного верстата ВМ127
Вертикальний консольно-фрезерний універсальний верстатВМ127 випускався на підприємстві Воткінський машинобудівний завод, заснований у 1759 році.
Нині ВАТ «Воткинський завод» головне підприємство ракетно-космічного комплексу та виробник широкої гами цивільної продукції.
Металорізальні верстати на Воткінському машинобудівному заводі випускаються починаючи з 1956 р. Це вертикально-фрезерні верстати ВМ127 - аналоги верстатів 6Р13, 6М13, ВМ127М, ВМ130, токарний настільний ВМ133, ВМ500ПМФ4.
ВМ127 (ВМ-127) Верстат вертикальний консольно-фрезерний. Призначення, сфера застосування
Верстат фрезерний консольний вертикальний моделі ВМ127 призначений для фрезерування різноманітних деталей зі сталі, чавуну та кольорових металів та сплавів торцевими, кінцевими, циліндричними, радіусними та іншими фрезами в умовах індивідуального, дрібносерійного та серійного виробництва. Маса деталі із пристосуванням – до 300 кг.
Консольно-фрезерний верстат ВМ127 замінив в 1980 широко відомий фрезерний верстат 6Р13, розроблений на Горьківському заводі фрезерних верстатів і був замінений в кінці 80-х на більш досконалий ВМ127М.
На верстаті можна обробляти вертикальні, горизонтальні та похилі площини, пази, кути, рамки, зубчасті колеса тощо.
Можливість налаштування верстата на різні напівавтоматичні та автоматичні цикли дозволяє організувати багатоверстатне обслуговування.
Потужний привід головного руху верстата ВМ 127 та ретельно підібрані передавальні відносини забезпечують оптимальні режими обробки за різних умов різання та повне використання можливостей швидкорізального та твердосплавного інструменту.
Простота обслуговування верстата ВМ127 переналагодження пристроїв та інструменту становлять значні зручності при використанні верстата у дрібносерійному виробництві.
Автоматична система мастила вузлів забезпечує невибагливість та надійність верстата у найжорсткіших умовах експлуатації.
Загальний вигляд вертикального консольно-фрезерного верстата ВМ127 з УЦІ

Фото консольно-фрезерного верстата вм127
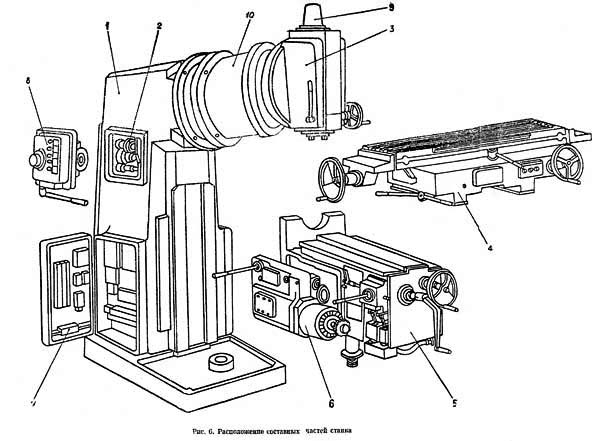
Розташування складових частин консольно-фрезерного верстата вм127
Перелік основних вузлів консольно-фрезерного верстата ВМ127М (ВМ-127)
- Станіна – ВМ127.01.010
- Коробка швидкостей – ВМ127.03.010
- Поворотна головка - 6Р13.31.01В
- Стіл - санки - 6Р13.7.01Б
- Консоль - 6Р13.6.01Б
- Коробка подач – ВМ127.4.01
- Електроустаткування - 6Р13.8
- Коробка перемикань швидкостей шпинделя - 6Р13.5.01
- Влаштування електромеханічного затиску інструменту - 6Р13К.93.000
Розташування органів керування фрезерним верстатом ВМ127

Розташування складових частин консольно-фрезерного верстата вм127
Перелік органів керування фрезерним верстатом ВМ127
- Кнопка «Стоп» (дублююча)
- Кнопка «Пуск шпинделя» (дублююча)
- Стрілка-покажчик швидкостей шпинделя
- Покажчик швидкостей шпинделя
- Кнопка «Швидко стіл» (дублююча)
- Кнопка "Імпульс шпинделя"
- Перемикач затискача-віджиму інструменту
- Поворот голівки
- Затискач гільзи шпинделя
- Зірочка механізму автоматичного циклу
- Рукоятка включення поздовжніх переміщень столу
- Затискачі столу
- Маховичок ручного поздовжнього переміщення столу
- Кнопка «Швидко стіл»
- Кнопка «Пуск шпинделя»
- Кнопка "Стоп"
- Перемикач ручного або автоматичного керування поздовжнім переміщенням столу
- Маховик ручних поперечних переміщень столу
- Рукоятка ручного вертикального переміщення столу
- Кільце-ноніус
- Лімб механізму поперечних переміщень столу
- Кнопка фіксації грибка перемикання подач
- Грибок перемикання подач
- Покажчик подач столу
- Стрілка-покажчик подач столу. Рукоятка включення поперечної та вертикальної подач столу
- Затискач санок на напрямних консолі
- Рукоятка включення поздовжніх переміщень столу (дублююча)
- Маховичок ручного поздовжнього переміщення столу (дублюючий)
- Перемикач введення «ввімкнено-вимкнено»
- Перемикач насоса охолодження «ввімкнено-вимкнено»
- Перемикач напряму обертання шпинделя «вліво-вправо»
- Рукоятка перемикання швидкостей шпинделя
- Перемикач автоматичного або ручного керування та роботи круглого столу
- Затискач консолі на станині
- Маховичок висування гільзи шпинделя
- Затискач головки на станині
Кінематична схема фрезерного верстата ВМ127

Кінематична схема фрезерного верстата вм127
Привід головного руху здійснюється від фланцевого електродвигуна через пружну сполучну муфту.
Числа оборотів шпинделя змінюються пересуванням трьох зубчастих блоків по шліцевих валів.
Коробка швидкостей повідомляє шпинделя 18 різних швидкостей.
Привід подач здійснюється від фланцевого електродвигуна, змонтованого у консолі. За допомогою двох тривінкових блоків і пересувного зубчастого колеса з кулачковою муфтою коробка подач забезпечує отримання 18 різних подач, які через кулькову запобіжну муфту передаються в консоль і далі при включенні з відповідної кулачкової муфти до гвинтів поздовжнього, поперечного і вертикального переміщень.
Прискорені переміщення утворюються при включенні фрикціону швидкого ходу, обертання якого здійснюється через проміжні зубчасті колеса безпосередньо від електродвигуна подач.
Фрикціон зблокований з муфтою робочих подач, що усуває можливість їхнього одночасного включення. Вертикальні подачі в 3 рази менше поздовжніх
Станіна є базовим вузлом, на якому монтуються інші вузли та механізми верстата та жорстко закріплена на підставі та зафіксована штифтами.
Поворотна головка (рис. 14) центрується в кільцевій виточці горловини станини і кріпиться до неї чотирма болтами, що входять до Т-подібного пазу фланця.
Шпиндель є двоопорним валом, змонтованим у висувній гільзі. Регулювання осьового люфта в шпинделі здійснюється підшліфуванням кілець 3 і 4. Підвищений люфт у передньому підшипнику усувають підшліфуванням напівкілець 6 і підтягуванням гайки.
Електроустаткування верстата ВМ127 (вм-127)
Мережа живлення: Напруга 380 В, рід струму змінний, частота 50 Гц
Ланцюги управління: Напруга 110 В, рід струму змінний
Ланцюги управління: Напруга 65 В, рід струму постійний
Місцеве освітлення: напруга 24 Ст.
Номінальний струм (сума номінальних струмів електродвигунів, що одночасно працюють) 20 А.
Номінальний струм захисного апарату (запобіжників, автоматичного вимикача) у пункті живлення електроенергією 63А.
Електроустаткування виконано за такими документами: принциповою схемою 6Р13.8.000Е3. схемою з'єднання виробу Р13.8.000Е4.
Схема електрична фрезерного верстата ВМ127

Електрична схема фрезерного верстата вм127
ВМ127 (ВМ-127) Верстат консольно-фрезерний вертикальний. Відео.
Технічні дані та характеристики верстата ВМ127
| Найменування параметру | ВМ127 | ВМ127М |
|---|---|---|
| Робочий стіл | ||
| Клас точності згідно з ГОСТ 8-82 | Н | Н | 300 | 800 |
| Розміри робочої поверхні столу (довжина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-подібних пазів Розміри Т-подібних пазів | 3 | 3 |
| Найбільше переміщення столу поздовжнє механічне та ручне, мм | 1000 | 1010 |
| Найбільше переміщення столу поперечне механічне, мм | 300 | 300 |
| Найбільше переміщення стола поперечне від руки, мм | 320 | 320 |
| Найбільше переміщення столу вертикальне механічне, мм | 400 | 400 |
| Найбільше переміщення столу вертикальне від руки, мм | 420 | 420 |
| Найменша та найбільша відстань від торця шпинделя до столу при ручному переміщенні, мм * Розмір 30 мм забезпечується за рахунок висування шпинделя |
30..500* | 30..500 |
| Відстань від осі шпинделя до вертикальних напрямних станини, мм | 620 | 420 |
| Переміщення столу на один розподіл лімба (подовжнє, поперечне, вертикальне), мм | 0,05 | 0,05 |
| Переміщення столу на один оборот лімба поздовжнє, мм | 4 | 4 |
| Переміщення столу на один оберт лімба поперечне, мм | 6 | 6 |
| Переміщення столу на один оберт лімба вертикальне, мм | 2 | 2 |
| Шпіндель | ||
| Частота обертання шпинделя, об/хв | 31,5..1600 | 40..2000 |
| Кількість швидкостей шпинделя | 18 | 18 |
| Найбільший момент, що крутить, кгс.м | 137 | |
| Ескіз кінця шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Найбільше осьове переміщення пінолі шпинделя, мм | 80 | 80 |
| Переміщення пінолі на один оберт лімба, мм | 4 | 4 |
| Переміщення пінолі на 1 розподіл лімбу, мм | 0,05 | 0,05 |
| Найбільший кут повороту шпиндельної голівки, град | ±45 | ±45 |
| Ціна одного поділу шкали повороту голівки, град | 1 | |
| Механіка верстата | ||
| Швидкий хід стола поздовжній та поперечний, мм/хв. | 3000 | 3000 |
| Швидкий хід стола вертикальний, мм/хв. | 1000 | 1000 |
| Число ступенів робочих подач столу | 18 | 18 |
| Межі робочих подач. Поздовжніх та поперечних, мм/хв | 25..1250 | 25..1250 |
| Межі робочих подач. Вертикальні, мм/хв | 8,3..416,6 | 8,3..416,6 |
| Вимикаючі упори подачі (подовжньої, поперечної, вертикальної) | є | є |
| Блокування ручної та механічної подачі (подовжньої, поперечної, вертикальної) | є | є |
| Блокування роздільного увімкнення подачі | є | є |
| Автоматична переривчаста подача Поздовжня | є | є |
| Автоматична переривчаста подача Поперечна та вертикальна | ні | |
| Гальмування шпинделя | є | є |
| Захист від перевантаження (муфта) | є | є |
| Привід | ||
| Кількість електродвигунів на верстаті | 3 | 4 |
| Електродвигун приводу головного руху М1, кВт | 11 | 11 |
| Електродвигун насоса охолоджувальної рідини М2, кВт | 0,12 | 0,12 |
| Електродвигун приводу подач М3, кВт | 3 | 2,1 |
| Електродвигун затискача інструменту М4, кВт | Ні | АІР56В2УЗ |
| Електронасос охолоджуючої рідини | Х14-22М | П-32МС10 |
| Продуктивність насоса СОЖ, л/хв. | 22 | 22 |
| Габарит верстата | ||
| Габарити верстата, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Маса верстата, кг | 4250 | 4250 |
Примітки
- Повну величину зазначених ходів можна використовувати лише за відсутності деталей та пристроїв, що обмежують переміщення столу, санок або консолі, наприклад:
- при встановленні у шпинделі оправки з фрезою скорочується вертикальний хід;
- при встановленні оброблюваної деталі або пристосування, що звисають між столом та дзеркалом станини, скорочується поперечний хід санок.
Випуск верстатного агрегату для виконання фрезерних робіт ВМ127 було освоєно на Воткінському машинобудівному комбінаті, який працює і досі під назвою "Воткінський завод".
1 Вертикально-фрезерний верстат ВМ127 – загальні характеристики
На Воткінському комбінаті металорізальні агрегати випускалися із середини 1950-х років. Верстат, що описується нами, став найпершою модифікацією обладнання ВМ-серії. Його технічні характеристикианалогічні показникам таких агрегатів, як 6Т13, 6Р13, FSS450R, 6М13. На сьогоднішній день на заводі виробляють більш сучасні версії верстата - ВМ130М, ВМ127М, ВМ133, але і їхній "предок" користується неабиякою популярністю на підприємствах, що спеціалізуються на дрібносерійному випуску продукції.
Дана консольно-фрезерна установка дає можливість здійснювати якісну обробку заготовок різних матеріалів(З гарячекатаних і сталі, кольорових сплавів, всіх видів чавуну).
Для цих цілей використовуються циліндричні, торцеві, радіусні та кінцеві фрези. Допускається застосування іншого різального фрезерного інструменту.
Верстат можна вбудовувати в багатоагрегатні виробничі лінії (він здатний функціонувати в повністю автоматичних та напівавтоматичних циклах) або використовувати самостійно для обробки рамок, пазів, будь-яких площин (похилих, горизонтальних, вертикальних), зубчастих коліс, кутів тощо. Його затребуваність серед малих фірм обумовлена можливістю легкої переналагодження ріжучого інструменту і спеціальних пристроїв, а також простотою виконання обслуговуючих заходів.
Серед переваг агрегату також варто виділити:
- наявність ефективного двигуна головного руху (його потужність дорівнює 11 кВт), насоса СОЖ Х14-22М з продуктивністю 22 л/хв та потужністю 0,12 кВт, а також додаткового двигуна приводу подач (3 кВт);
- мастило обладнання в автоматичному режимі;
- високу надійність та реальну невибагливість застосування установки в ускладнених експлуатаційних умовах;
- наявність ряду механізмів, що спрощують роботу з агрегатом: муфта захисту від перевантажень, блокування включення подач за роздільною схемою, гальмування шпинделя, поздовжнє переривчасте автоматичне подання, блокування будь-яких типів механічної та ручної подачі, упори подачі, що виконують вимикання вузлів.

Зазначені переваги забезпечують високу ефективність та простоту роботи верстатного фрезерного обладнання. Саме ці фактори є важливими для ситуацій, коли необхідно обробляти невеликі партії деталей.
2 Фрезерний верстат ВМ127 – технічні характеристики
Складові частини агрегату:
- станина;
- коробки: подач, перемикання швидкостей шпинделя, швидкостей;
- консоль;
- головка поворотної конструкції;
- механізм затиску (електромеханічний принцип дії);
- стіл-лазури;
- електричне обладнання.

Шпиндель верстата має такі характеристики:
- переміщення пінолі: 0,05 мм - на поділ лімба, 4 мм - оборот лімба;
- число доступних робочих швидкостей – 18;
- частота обертання: максимум – 1600 об/хв, мінімум – 31,5 об/хв;
- можливий кут повороту головки – 45 °;
- осьове пересування пінолі (найбільше з можливих) – 80 мм;
- крутний момент (максимальний) – 137 Нм;
- конус – 50;
- кінець шпинделя виконується за умовами стандарту 836-72.

Робочий стіл агрегату описується такими показниками:
- ширина – 400 мм, довжина – 1600 мм;
- переміщення на оборот (один) лімба: 2 мм – вертикальне, 6 мм – поперечне, 4 мм – поздовжнє;
- навантаження по центру (найбільше) – 300 кг;
- переміщення столу (максимальні значення): 420 мм – від руки у вертикальній площині, механічне по вертикалі – 400 мм, від руки поперечне – 320 мм, механічне поперечне – 300 мм, ручне та механічне поздовжнє – 1000 мм;
- відстань від напрямних (вертикальних) станини до осі шпинделя – 620 мм;
- відстань від стола до торця шпинделя може змінюватись у межах 30–500 мм;
- число пазів (вони мають форму літери "Т") – 3;
- Н – клас точності відповідно до Держстандарту 8–82.

Механіка верстата характеризується такими важливими величинами, як:
- 8,3–416,6 мм/хв – межі вертикальних подач, 25–1250 мм/хв – поздовжніх та поперечних;
- швидкий хід – 1000 та 3000 мм/хв (відповідно, вертикальний, поперечний та поздовжній);
- ступені подач ( загальне число) – 18.
3 Кінематика та електричне обладнання консольно-фрезерного агрегату
Фланцевий електричний двигун виконує привід головного переміщення, використовуючи для цього з'єднувальну пружну муфту. 18 різних швидкостей шпинделя повідомляє коробка швидкостей. А змінити кількість його оборотів можна за допомогою зубчастих блоків (їх у верстаті передбачено три), які потрібно пересувати шліцевими валами.
Фланцевий двигун також здійснює привід подач. Зубчасте пересувне колесо і тривінкові блоки (в конструкції установки їх змонтовано два) передають 18 подач у консоль через запобіжну кулькову муфту. Після цього вони можуть прямувати до гвинтів вертикального, поперечного та поздовжнього пересування шляхом увімкнення муфти кулачкового типу.

Якщо оператор ініціює фрикціон швидкого ходу, з'являється можливість встановити верстату прискорені переміщення.Муфта подач зблокована із цим фрикціоном, тому одночасно почати працювати вони не можуть. Обертання фрикціону виконується безпосередньо від двигуна подач через зубчасті проміжні колеса. Зазначимо, що поздовжні подачі завжди втричі більші, ніж вертикальні.
Шпиндель установки розміщений у висувній гільзі, виконаний у вигляді валу з двома опорами. У процесі експлуатації може виникнути потреба коригування люфту (осьового) у шпинделі. Зробити це нескладно за допомогою підшліфування кілець, що є в конструкції агрегату. Якщо ж потрібно коригування переднього підшипника (у ньому також часто відзначається підвищений люфт), можна підтягнути гайку даного вузла або здійснити підшліфування напівкілець.

Базовим компонентом верстата є станина. Вона кріпиться на підставі жорсткої схеми і за допомогою штифтів надійно фіксується. Станіна служить майданчиком розміщення решти елементів і вузлів фрезерної установки.
Не менше значення для адекватного функціонування агрегату має його поворотна головка. Її з'єднують чотирма болтами з горловиною станини, в кільцевому виточенні якої вона центрується. Болти входять у фланцевий паз, що характеризується Т-подібною конфігурацією.

Окремо скажемо про електричне обладнання описуваного верстата. Воно має такі характеристики:
- 24-вольтне локальне освітлення;
- 63-амперний струм (номінальне значення) автоматичного вимикача та запобіжників, що виконують захисну функцію;
- 20-амперний сумарний струм, що працюють одночасно електричних двигунів, яких на верстаті встановлено три;
- 65-вольтна напруга постійного та 110-вольтна змінного струму в ланцюгах управління.
Електрообладнання працює за стандартної частоти струму (50Гц) під напругою 380 В.
ВМ127 верстат вертикальний консольно-фрезерний. Призначення, сфера застосування
Верстат фрезерний консольний вертикальний моделі ВМ127 призначений для фрезерування різноманітних деталей зі сталі, чавуну та кольорових металів та сплавів торцевими, кінцевими, циліндричними, радіусними та іншими фрезами в умовах індивідуального, дрібносерійного та серійного виробництва. Маса деталі із пристосуванням – до 300 кг.
На верстаті можна обробляти вертикальні, горизонтальні та похилі площини, пази, кути, рамки, зубчасті колеса тощо.
Можливість налаштування верстата на різні напівавтоматичні та автоматичні цикли дозволяє організувати багатоверстатне обслуговування.
Потужний привід головного руху верстата ВМ 127 та ретельно підібрані передавальні відносини забезпечують оптимальні режими обробки за різних умов різання та повне використання можливостей швидкорізального та твердосплавного інструменту.
Простота обслуговування верстата ВМ127 переналагодження пристроїв та інструменту становлять значні зручності при використанні верстата у дрібносерійному виробництві.
Автоматична система мастила вузлів забезпечує невибагливість та надійність верстата у найжорсткіших умовах експлуатації.
Загальний вигляд вертикального консольно-фрезерного верстата ВМ127 з УЦІ
Розташування складових частин консольно-фрезерного верстата ВМ127

Специфікація складових частин консольно-фрезерного верстата ВМ127
Станіна – ВМ127.01.010
Коробка швидкостей – ВМ127.03.010
Поворотна головка - 6Р13.31.01В
Стіл - санки - 6Р13.7.01Б
Консоль - 6Р13.6.01Б
Коробка подач – ВМ127.4.01
Електроустаткування - 6Р13.8
Коробка перемикань швидкостей шпинделя - 6Р13.5.01
Влаштування електромеханічного затиску інструменту - 6Р13К.93.000
Розташування органів управління фрезерним верстатомВМ127

Перелік органів керування фрезерним верстатом ВМ127
Кнопка «Стоп» (дублююча)
Кнопка «Пуск шпинделя» (дублююча)
Стрілка-покажчик швидкостей шпинделя
Покажчик швидкостей шпинделя
Кнопка «Швидко стіл» (дублююча)
Кнопка "Імпульс шпинделя"
Перемикач затискача-віджиму інструменту
Поворот голівки
Затискач гільзи шпинделя
Зірочка механізму автоматичного циклу
Рукоятка включення поздовжніх переміщень столу
Затискачі столу
Маховичок ручного поздовжнього переміщення столу
Кнопка «Швидко стіл»
Кнопка «Пуск шпинделя»
Кнопка "Стоп"
Перемикач ручного або автоматичного керування поздовжнім переміщенням столу
Маховик ручних поперечних переміщень столу
Рукоятка ручного вертикального переміщення столу
Кільце-ноніус
Лімб механізму поперечних переміщень столу
Кнопка фіксації грибка перемикання подач
Грибок перемикання подач
Покажчик подач столу
Стрілка-покажчик подач столу. Рукоятка включення поперечної та вертикальної подач столу
Затискач санок на напрямних консолі
Рукоятка включення поздовжніх переміщень столу (дублююча)
Маховичок ручного поздовжнього переміщення столу (дублюючий)
Перемикач введення «ввімкнено-вимкнено»
Перемикач насоса охолодження «ввімкнено-вимкнено»
Перемикач напряму обертання шпинделя «вліво-вправо»
Рукоятка перемикання швидкостей шпинделя
Перемикач автоматичного або ручного керування та роботи круглого столу
Затискач консолі на станині
Маховичок висування гільзи шпинделя
Затискач головки на станині
Кінематична схема фрезерного верстата ВМ127

Привід головного руху здійснюється від фланцевого електродвигуна через пружну сполучну муфту.
Числа оборотів шпинделя змінюються пересуванням трьох зубчастих блоків по шліцевих валів.
Коробка швидкостей повідомляє шпинделя 18 різних швидкостей.
Привід подач здійснюється від фланцевого електродвигуна, змонтованого у консолі. За допомогою двох тривінкових блоків і пересувного зубчастого колеса з кулачковою муфтою коробка подач забезпечує отримання 18 різних подач, які через кулькову запобіжну муфту передаються в консоль і далі при включенні з відповідної кулачкової муфти до гвинтів поздовжнього, поперечного і вертикального переміщень.
Прискорені переміщення утворюються при включенні фрикціону швидкого ходу, обертання якого здійснюється через проміжні зубчасті колеса безпосередньо від електродвигуна подач.
Фрикціон зблокований з муфтою робочих подач, що усуває можливість їхнього одночасного включення. Вертикальні подачі в 3 рази менше поздовжніх
Станіна є базовим вузлом, на якому монтуються інші вузли та механізми верстата та жорстко закріплена на підставі та зафіксована штифтами.
Поворотна головка (рис. 14) центрується в кільцевій виточці горловини станини і кріпиться до неї чотирма болтами, що входять до Т-подібного пазу фланця.
Шпиндель є двоопорним валом, змонтованим у висувній гільзі. Регулювання осьового люфта в шпинделі здійснюється підшліфуванням кілець 3 і 4. Підвищений люфт у передньому підшипнику усувають підшліфуванням напівкілець 6 і підтягуванням гайки.
Технічні дані та характеристики верстата ВМ127 та ВМ127М
|
Найменування параметру |
ВМ127М |
|
|
Робочий стіл |
||
|
Клас точності згідно з ГОСТ 8-82 |
||
|
Розміри робочої поверхні столу (довжина х ширина), мм |
||
|
Число Т-подібних пазів Розміри Т-подібних пазів |
||
|
Найбільше переміщення столу поздовжнє механічне та ручне, мм |
||
|
Найбільше переміщення столу поперечне механічне, мм |
||
|
Найбільше переміщення стола поперечне від руки, мм |
||
|
Найбільше переміщення столу вертикальне механічне, мм |
||
|
Найбільше переміщення столу вертикальне від руки, мм |
||
|
Найменша та найбільша відстань від торця шпинделя до столу при ручному переміщенні, мм * Розмір 30 мм забезпечується за рахунок висування шпинделя |
||
|
Відстань від осі шпинделя до вертикальних напрямних станини, мм |
||
|
Переміщення столу на один розподіл лімба (подовжнє, поперечне, вертикальне), мм |
||
|
Переміщення столу на один оборот лімба поздовжнє, мм |
||
|
Переміщення столу на один оберт лімба поперечне, мм |
||
|
Переміщення столу на один оберт лімба вертикальне, мм |
||
|
Шпіндель |
||
|
Частота обертання шпинделя, об/хв |
||
|
Кількість швидкостей шпинделя |
||
|
Найбільший момент, що крутить, кгс.м |
||
|
Ескіз кінця шпинделя |
ГОСТ 836-72 |
|
|
Конус шпинделя |
||
|
Найбільше осьове переміщення пінолі шпинделя, мм |
||
|
Переміщення пінолі на один оберт лімба, мм |
||
|
Переміщення пінолі на 1 розподіл лімбу, мм |
||
|
Найбільший кут повороту шпиндельної голівки, град |
||
|
Ціна одного поділу шкали повороту голівки, град |
||
|
Механіка верстата |
||
|
Швидкий хід стола поздовжній та поперечний, мм/хв. |
||
|
Швидкий хід стола вертикальний, мм/хв. |
||
|
Число ступенів робочих подач столу |
||
|
Межі робочих подач. Поздовжніх та поперечних, мм/хв |
||
|
Межі робочих подач. Вертикальні, мм/хв |
||
|
Вимикаючі упори подачі (подовжньої, поперечної, вертикальної) |
||
|
Блокування ручної та механічної подачі (подовжньої, поперечної, вертикальної) |
||
|
Блокування роздільного увімкнення подачі |
||
|
Автоматична переривчаста подача Поздовжня |
||
|
Автоматична переривчаста подача Поперечна та вертикальна |
||
|
Гальмування шпинделя |
||
|
Захист від перевантаження (муфта) |
||
|
Привід |
||
|
Кількість електродвигунів на верстаті |
||
|
Електродвигун приводу головного руху М1, кВт |
||
|
Електродвигун насоса охолоджувальної рідини М2, кВт |
||
|
Електродвигун приводу подач М3, кВт |
||
|
Електродвигун затискача інструменту М4, кВт |
||
|
Електронасос охолоджуючої рідини |
||
|
Продуктивність насоса СОЖ, л/хв. |
||
|
Габарит верстата |
||
|
Габарити верстата, мм |
2560 х 2260 х 2430 |
2560 х 2260 х 2500 |
|
Маса верстата, кг |

Вертикально-свердлильний верстат
Модель 2С150
Верстат призначений для свердління, зеїкерування, розгортання та нарізування різьблення мітчиками в різних деталях із застосуванням спеціальних налагодок.
Основні дані
|
Найбільший діаметр свердління в мм |
|
|
Найбільший хід шпиндельної бабки в мм |
|
|
Виліт осі приводного валу в мм |
|
|
Найменша і найбільша відстань від нижнього торця шпиндельної бабки до столу мм |
|
|
Число швидкостей |
|
|
Межі чисел оборотів приводного валу за хвилину |
|
|
Кількість подач |
|
|
Межі подач шпиндельної бабки в мм/про |
|
|
Швидкість швидких ходів шпиндельної бабки м/хв. |
|
|
Робочі розміри столу в мм |
|
|
Хід столу в мм |
|
|
Потужність головного електродвигуна в квт |
|
|
Габарити верстата (довжина X ширина X висота) мм |
1660х1200х3110 |
|
Вага верстата в кг |
|
|
Оптова ціна верстата в руб. |
Горизонтальні верстати з рухомим столом - найпоширеніша в машинобудівній промисловості група алмазно-розточувальних верстатів. Розглянемо коротко дві моделі цих верстатів -2712А та 2712С.
Алмазно-розточувальний верстат мод. 2712А. Горизонтальний алмазно-розточувальний верстат мод. 2732А особливо високої точності, призначений для двостороннього остаточного розточування отворів, розташованих на одній осі, а також для підрізування торців у корпусних деталях.
Верстат забезпечує: відхилення діаметра отвору в будь-якому перерізі не більше 0,003 мм для отворів діаметром 120 мм та 0,004 мм для отворів діаметром 200 мм на довжині 100 мм; шорсткість поверхні отворів та підрізаних торців при обробці чавунних та сталевих деталей у межах 0,634-2,5 мкм, а при обробці деталей із кольорових сплавів у межах 0,04 4-0,32 мкм.
На станині коробчатої форми є шпиндельні бабки, змонтовані на містках, що мають точно оброблені нижні і верхні поверхні. Уздовж верхньої поверхні зроблено два Т-подібні пази для кріплення розточувальних головок. У кожній головці розташований шпиндель, у якому закріплюють оправлення та патрон для підрізання торців. По напрямних станини переміщається стіл із закріпленою на ньому оброблюваною деталлю.
Верстат може працювати як з ручним управлінням, так і за напівавтоматичним циклом, що налаштовується за допомогою двох кулачків, які закріплюють на столі; ці кулачки діють на два кінцеві вимикачі, розташовані на станині верстата. Оброблювану деталь закріплюють у пристрої, встановленому на столі верстата; затискач деталі, переміщення, фіксування, поворот до інших допоміжних рухів здійснюються автоматично.

Кінематична схема верстата мод. 2712А включає кінематичні ланцюги головного руху та подачі столу.
Алмазно-розточувальний верстат мод. 2712С. Це один із найбільш точних верстатів даного типу. Верстат забезпечує точність обробки стабільності діаметра в поздовжньому перерізі 0,001 - 0,002 мм, відхилення від округлості 0,0006-0,001 мм (менші значення для отворів діаметром до 32 мм, великі 32-250 мм).
Таку високу точність обробки отримують завдяки тому, що в розточувальних головках застосовані гідростатичні шпиндельні підшипники, стабілізована температура циркулюючого мастила (фреонове охолодження), у приводі обертання шпинделів головок використана пружна муфта. Застосування механічного приводу столу (замість гідравлічного) дало можливість зменшити тепловиділення та вібрації. Електродвигуни всіх приводів верстата винесені за межі станини, збільшено жорсткість несучої системи. Для підвищення прямолінійності переміщення столу використані дві V-образні напрямні.
Відзначимо особливості гідравлічних підшипників (опор). Головні їх переваги: висока точність обертання, демпфуючі властивості та практично необмежена довговічність, оскільки контакту між шпинделем та опорою немає, їх поділяє тонкий шар олії. Цим визначається перспективність їх застосування у прецизійних верстатах, коли необхідно забезпечити високу якість фінішних операцій. Циліндричні підшипники з гідростатичною мастилом виконують з рівномірно розташованими по колу кишенями, у кожен з яких мастило подають під тиском через пристрій для дросу.
Випускають такі основні види алмазно-розточувальних верстатів: горизонтальні з рухомим столом шириною 230-500 мм, вертикальні та похилі багатошпиндельні з рухомими головками, агрегатні верстати різних компоновок, універсальні вертикальні одношпиндельні з нерухомим або переміщеним у двох напрямках столом, горизонтальні столом та координатними переміщеннями робочих органів.