Для того, щоб здійснити якісну та повноцінну оцінку працездатності різних систем та конструкцій на промислових підприємствахобов'язково проводять контроль зварних швів, використовуючи кілька методів, наприклад, . Усі методи поділяються за принципом на досліджуваний об'єкт на дві великі групи: методи неруйнівного контролю та методи руйнівного контролю. Переважно і практичніше у застосуванні методи першої групи, але багато з них є досить дорогими і мають свої особливості проведення. Тому економічно вигідніше починати будь-який контроль зварного шва із найпростішого методу – візуальний контроль якості.
Цей спосіб контролю вважається найдоступнішим і оперативним і є обов'язковим, попереднім методом обстеження, перед проведенням будь-якого іншого методу випробування шва.
Простий оптичний метод підтвердження якості зварювання металів
Контроль будь-якого зварювального з'єднання починає проводитися ще за безпосереднього створення зварного шва. Візуальний контроль є частиною роботи зварювальника, і він періодично проводить зовнішній огляд (на непровар, підріз та вірність катета) кілька разів до повного закінчення всього обсягу роботи. Так само це найстаріший спосіб контролю підсумкової роботи і суть його значно не змінилася, але методика реалізації за Останніми рокамиудосконалилася. Перевірка зварного шва
Теоретичне визначення та інструменти для реалізації
Візуально – вимірювальний контроль (ВІК) зварних швів – це зовнішній огляд досить великих зварних конструкцій як неозброєним оком, так і за допомогою різних технічних пристроївдля виявлення дрібніших дефектів, що не піддаються початковій візуалізації, а також з використанням перетворювачів візуальної інформації в телеметричну. ВІК відноситься до органолептичних (проводиться органами почуттів) методів контролю та здійснюється у видимому спектрі випромінювань. Візуальне обстеження в пошуках теоретичних дефектів виробляють із зовнішнього боку зварного шва, де при їх виявленні можна виконати мінімальні виміри за допомогою оптичних приладів та інструментів, укласти акт візуального огляду.
Фахівці-контролери під час проведення візуального контролю зварних з'єднань використовують кілька видів інструментів.
- Оглядові, телескопічні, підлогові лупи;
- лінзи;
- мікроскопи;
- ендоскопи та ін.
Для проведення контролю за різних умов роботи:
- Прилади цехового призначення. Область робочої температури від +5 до +20 °С, умови повного спокою, нормальний атмосферний тиск, помірна вологість.
- Прилади польового використання. Область робочої температури від -55 ° С до +60 ° С, умови помірної тряски, вібрація, опади.
Використання даних приладів дозволяє проводити точніший пошук дефектів та здійснювати візуально-оптичний контроль якості зварних швів на будь-яких об'єктах.
Візуально-оптичний контроль – це другий етап візуального контролю з ширшим, збільшеним діапазоном дослідження за рахунок використання оптичних приладів. Залежно від застосування метод призначається для трьох основних груп:
- Для пошуку та аналізу прихованих об'єктів. Використовуються пристрої: ендоскопи, бороскопи, відеосистеми, перископічні дефектоскопи.
- Для контролю об'єктів, віддалених від робочого місця дефектоскопіста. Діапазон застосування – відстань трохи більше 250 мм від ока контролера. Використовуються прилади: телескопічні лупи, біноклі, зорові труби.
- Для обстеження найменших прилеглих об'єктів. Діапазон застосування від ока фахівця на відстань рівну або меншу за 250 мм. Використовуються прилади: лупи, мікроскопи.
Візуальний контроль зварних швів потрібен і в умовах непридатних для роботи органів чуття людини. У таких областях як: підвищені температури, небезпечне радіаційне тло, зовнішнє хімічно активне середовище та інші. А так само в умовах, коли конфігурація досліджуваного об'єкта та його конструкція не дозволяє повною мірою зробити аналіз якості та вимірювання дефектів зварних швів (наприклад, через велику висоту об'єкта або підземного його розташування). Тоді на додаток до оптичних приладів для пошуку та аналізу прихованих об'єктів використовуються:
- платформи дистанційного керування;
- тепловізійні установки;
- світлові прилади;
- автоматичні системитранспортування;
- керовані роботи.
Таким чином, перетворювачі візуальної інформації дозволяють контролювати зварювальні шви ванни з розпеченим металом у процесі переплавлення.
Вимірювальний контроль – це важлива складова ВІК, що проводиться відповідно до суворих правил контролю та нормативних документів, що регулюють якість. Він полягає у привласненні дефекту категорії або типу за однією з характеристик у вигляді конкретної фізичної величини, отриманої практичним виміром. Вимірювальні засоби та їх метрологічні показники вказуються в нормативні документи.  Вимірювальний інструмент
Вимірювальний інструмент
При вимірювальному контролі застосовують такі інструменти, які можуть входити до обов'язкового набору інспектора технічного нагляду або доповнювати його:
- вимірювальні лупи;
- кутники перевірочні 90 0 лекальні;
- кутоміри з ноніусом;
- штангенциркулі, штангенрейсмаси та штангенглибиноміри;
- щупи;
- мікрометри;
- вимірювачі стінок труб та товщиноміри індикаторні;
- мікрометри;
- калібри;
- металевий вимірювач довжини (рулетки, сталеві вимірювальні лінійки);
- нутроміри мікрометричні та індикаторні;
- шаблони: спеціальні, радіусні, різьбові та ін;
- УШС-2, УШС-3 (шаблони для геометричних параметрів швів);
- перевірочні плити;
- набір спеціальних речей.
Даний метод контролю, ВІК відноситься до методів здійснених з мінімальним набором інструментів. Він полягає у зборі інформації та заснований на кваліфікації спеціаліста, людському факторі, але дозволяє складати акт візуального огляду зварних швів, який вважається об'єктивним документом.
Суть проведення зовнішнього контролю
Якість формування зварних швів на поверхні добре оцінюється при професійному огляді. Характеристика “якісний” чи “не якісний” шов досить умовна, оскільки це порівняльна величина.
Контроль якості зварних швів та обстеження конструкцій споруд, трубопроводів, будівель здійснюють у три взаємопов'язані етапи.
Поетапний порядок проведення ВІК
- Візуальний (вимірювальний) контроль. Попередній контроль шва на наявність корозії та можливих дефектів із проведенням примітивних вимірювань: ширина, товщина, катет.
- Контролює якість зварних з'єднань. Контроль якості проводиться для уточнення параметрів видимих дефектів (після укладання акта про попередній огляд), розмірів дефектів та спотворень зварних швів (відсоткове відхилення від допустимої норми).
- Детальне (інструментальне) дослідження та запис результатів. Застосовуються точніші методики:
- вихрострумовий метод для визначення ступеня зносу зварного шва та втоми металу на вигинах;
- ультразвуковий контроль зварних з'єднань виявлення серйозних глибинних дефектів;
- капілярна дефектоскопія для поверхневих та наскрізних дефектів тощо.
Своєчасно та якісно проведені огляди дозволяють виявити на ранніх стадіях руйнування шва або шлюбу зварюваності та після уточнити причини виникнення дефекту будь-яким неруйнівним способом дефектоскопії.
Переваги та недоліки проведення даної методики
Переваги методу ВІК:
- Простий та доступний метод.
- При зборі інформації про якість конструкції дозволяє отримати до 50% всього обсягу.
- Не трудомісткий і не вимагає дорогого обладнання.
- Легко піддається перевірці та повторному проведенню.
Недоліки ВІК:
- Людський фактор, що впливає на 100% результатів.
- Низька достовірність одержаних результатів, суб'єктивність.
- Використовується лише для пошуку великих дефектів (не менше 0,1 – 0,2 мм) та підозр на можливі.
- Обмеженість дослідження лише видимою частиною конструкції.
- Важливою є технічна грамотність працівників, які повинні правильно підібрати методику вимірювання, порівняльний шаблон або нормативи та дати точну оцінку результатам вимірювання.
За способом та якістю діагностики навіть недосконалий візуальний контроль швів є необхідним методом, як і на стадії проведення комплексної діагностики, так і на протязі всього технологічного процесу. 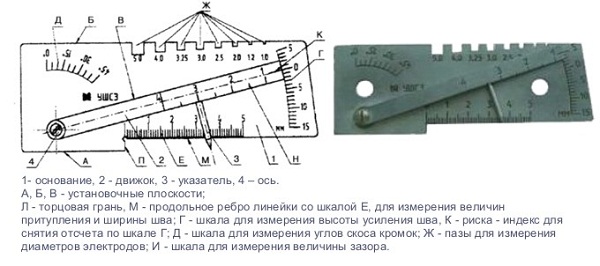 Універсальний шаблон зварювальника
Універсальний шаблон зварювальника
Можливості методу виявлення дефектів
Візуальному контролю піддаються зварні шви:
- при виконанні наплавних робіт на етапі "прийому - здавання" обов'язково полягає акт візуального огляду;
- при контролі багатошарової зварної сполуки (пошаровий контроль);
- при підсумковому огляді місць торкання зварювальної дуги поверхні основного матеріалу.
- при складанні деталей зі складальних одиниць під;
- при автоматичному виготовленні зварних деталей та технічної оцінки якості матеріалу відповідно до технічного процесу;
- після закінчення встановленого терміну експлуатації зварних швів.
Візуальний контроль зварних швів вимагає обов'язкового виміру та виключення наступних дефектів:
- поверхневих тріщин;
- видимих грубих дефектів;
- поганої якостізачистки металу в зонах приварювання (особливо технологічних кріплень),
а також контролю та підтвердження наявності:
- таврування (маркування) шва та вірність її виробництва;
- ширини та висоти шва, опуклості та увігнутості шва;
- правильних розмірів катетів кутового шва.
Дефекти, що піддаються виявленню
При огляді зварних швів не озброєним оком можна оцінити:
- нерівномірності висоти та ширини швів;
- надмірної лускати;
- напливів;
- підрізів;
- надмірне посилення або ослаблення швів;
- не завареним кратерам;
- пропалюванням;
- параметрів катетів кутового шва
Лупи та мікроскопи дозволяють виявляти: обов'язковий етап роботи з металом.
Токарна обробка металевих листів та деталей використовується за допомогою спеціального обладнання. Докладніше про це читайте.
Вам потрібно якісно та швидко нарізати метал? Ефективний спосіб описаний за посиланням.
Області реалізації цієї методики
Зовнішній огляд зварного шва проводиться до процедури зачистки, термічної або обробки, а також після її виконання.
При оцінці якості зварного шва використовують ВІК:
- Як інформативний метод опису загального зовнішнього стану.
- Як теоретичний метод оцінки внутрішнього стану шва та як привід для рекомендації проведення більш точної перевірки.
- Як оцінюючий метод умов експлуатації даного шва, конструкції, системи та всього виробу.
- Як контролюючий метод виявлення грубих порушеньтехнологічного процесу.
- Як метод попереднього укладання при знятті з експлуатації або фіксації аварійної ситуації.
- Як прогнозуючий метод можливих місць руйнування конструкцій за конкретної сукупності знайдених видимих дефектів.
- Як підсумковий метод оцінки та висновку про правильність, безпеку та стабільність проведення технологічного процесу виготовлення або ремонту конструкції.
Візуальний та вимірювальний контроль є дуже ефективним методомперевірки та повторної перевірки якості промислових матеріалів та зварних з'єднань при виконанні будівельних робіт та при отриманні акта про завершення будівництва, акта про введення в експлуатацію, а також різних інших технічних актів.
Додаток Ж до Інструкції з візуального та вимірювального контролю (рекомендований)
АКТ No. _____ від __________ візуального та/або вимірювального контролю якості зварних швів у процесі зварювання з'єднання ______________________________________________________________________ (найменування виробу та номер з'єднання) 1. Цим актом засвідчується факт виконання зварником ______________________________________________________________________ П.І.Б., тавро _______________________ з'єднання _________ (див. зварювальний формуляр) , тип (типи) з'єднань виконаного _________________________________________________________ вказати спосіб зварювання та положення відповідно до вимог технології зварювання ______________________ ______________________________________________________________________ вказати шифр технології та недоступного для контролю оцінкою якості за нормами _____________________________________ для категорії ______________________________________________________________________ (шифр або найменування НД) встановлено, що зварне з'єднання визнано придатним та відповідає вимогам __________________________________________________________ (вказати НД чи конструкторську документацію) Контроль виконав: ___________________________________________________ Рівень кваліфікації, Прізвище, ініціа. кваліфікаційного посвідчення Керівник робіт з візуального та вимірювального контролю: ____________________________________________________________ Прізвище, ініціали, підпис Примітка. Акт складається на кожну зварну конструкцію (з'єднання або групу з'єднань), піддане контролю у процесі зварювання. Вимоги до оформлення "Протоколу розмірів _____________" (виріб) Протокол розмірів оформляється лише у тому випадку, коли це зазначено у НД чи ПКД на контрольований виріб. Протокол розмірів виробу (таблиця) повинен містити фактичні розміри виробу, виконані у певних перерізах, які задаються "Схемою вимірів ____________". Форма Протоколу розмірів визначається (виріб) під час проектно-технологічної підготовки контрольних робіт. Протокол підписується особами, які виконували виміри, та керівником робіт з візуального та вимірювального контролю із зазначенням прізвища та ініціалів.
Вимоги до змісту "Журналу обліку робіт та реєстрації результатів візуального та вимірювального контролю"
Результати контролю продукції, виробів та об'єктів фіксуються у "Журналі обліку робіт та реєстрації результатів візуального та вимірювального контролю", в якому вказують:
1) найменування та вид (тип) контрольованого об'єкта, його номер чи шифр;
2) розташування та, при необхідності, розміри контрольованих ділянок на об'єкті контролю;
3) умови проведення контролю;
4) виробничо-контрольний документ, його номер;
5) спосіб вимірювального контролю та застосовані прилади (інструменти);
6) марка та номер партії матеріалу об'єкта контролю, а також позначення стандарту або технічних умовна матеріал та номер креслення об'єкта (останнє тільки для деталей та складальних одиниць);
7) основні характеристики дефектів, виявлених під час контролю (форма, розміри, розташування або орієнтація щодо базових осей або поверхонь контролю);
8) найменування або шифр НД, згідно з якою виконано оцінку якості;
9) оцінка результатів контролю;
10) дата контролю.
Примітка. Допускається застосування замість наведених інших форм документів, що розробляються організацією відповідно до вимог чинної нормативно-технічної документації, які забезпечують ідентифікацію та простежуваність деталей, вузлів, виробів у процесі виготовлення (монтажу, ремонту), фіксацію контрольованих параметрів, обсягів та методів контролю, оформлення звітної і облікової документаціїз візуального та вимірювального контролю.
Розділ документа: Зразки документів, Акт
АКТ No. _____ від __________ візуального та/або вимірювального контролю якості зварних швів у процесі зварювання з'єднання
______________________________________________________________________ (найменування виробу та номер з'єднання)
1. Цим актом засвідчується факт виконання зварником ______________________________________________________________________ П.І.Б., тавро
З'єднання _________ (див. зварювальний формуляр), тип (типи) з'єднань
Виконаного _________________________________________________________ вказати спосіб зварювання та положення
Відповідно до вимог технології зварювання ______________________ ______________________________________________________________________ вказати шифр технології
І недоступного для контролю __________________________________________ вказати спосіб контролю, запропонований
Конструкторською документацією
2. При пошаровому візуальному та вимірювальному контролі з оцінкою якості за нормами _____________________________________ для категорії ______________________________________________________________________ (шифр або найменування НД)
Встановлено, що зварне з'єднання визнане придатним та відповідає вимогам __________________________________________________________ (вказати НД або конструкторську документацію)
Контроль виконав: ___________________________________________________ Рівень кваліфікації, Прізвище, ініціали, підпис No. кваліфікаційного посвідчення
Керівник робіт з візуального та вимірювального контролю: ____________________________________________________________ Прізвище, ініціали, підпис
Примітка. Акт складається на кожну зварну конструкцію (з'єднання або групу з'єднань), піддане контролю у процесі зварювання.
Вимоги до оформлення "Протоколу розмірів _____________" (виріб)
Протокол розмірів оформляється лише тому випадку, коли це зазначено у НД чи ПКД на контрольований виріб. Протокол розмірів виробу (таблиця) повинен містити фактичні розміри виробу, виконані у певних перерізах, які задаються "Схемою вимірів ____________". Форма Протоколу розмірів визначається (виріб)
Під час проектно-технологічної підготовки контрольних робіт. Протокол підписується особами, які виконували виміри, та керівником робіт з візуального та вимірювального контролю із зазначенням прізвища та ініціалів.
Вимоги до змісту "Журналу обліку робіт
та реєстрації результатів візуального
та вимірювального контролю"
Результати контролю продукції, виробів та об'єктів фіксуються у "Журналі обліку робіт та реєстрації результатів візуального та вимірювального контролю", в якому вказують:
1) найменування та вид (тип) контрольованого об'єкта, його номер чи шифр;
2) розташування та, при необхідності, розміри контрольованих ділянок на об'єкті контролю;
3) умови проведення контролю;
4) виробничо-контрольний документ, його номер;
5) спосіб вимірювального контролю та застосовані прилади (інструменти);
6) марка та номер партії матеріалу об'єкта контролю, а також позначення стандарту або технічних умов на матеріал та номер креслення об'єкта (останнє лише для деталей та складальних одиниць);
7) основні характеристики дефектів, виявлених під час контролю (форма, розміри, розташування або орієнтація щодо базових осей або поверхонь контролю);
8) найменування або шифр НД, згідно з якою виконано оцінку якості;
9) оцінка результатів контролю;
10) дата контролю.
Примітка. Допускається застосування замість наведених інших форм документів, що розробляються організацією відповідно до вимог чинної нормативно-технічної документації, які забезпечують ідентифікацію та простежуваність деталей, вузлів, виробів у процесі виготовлення (монтажу, ремонту), фіксацію контрольованих параметрів, обсягів та методів контролю, оформлення звітної та облікової документації з візуального та вимірювального контролю.
Збережіть цю сторінку.
p align="justify"> Контроль за зварними швами є необхідною частиною допуску різних конструкцій до експлуатації. Способи та результати перевірочних дій відображаються у спеціальному акті.
ФАЙЛИ
Як проводиться перевірка зварних швів
Насправді для дослідження зварних швів можуть застосовуватися різні методи, наприклад, ультразвуковий, магнітний, хімічний, капілярний та інші високотехнологічні способи. Проте класичний, досі актуальний та затребуваний – звичайний візуальний огляд. Його мета: переконатися в тому, що шов якісний, добре проварений, не має підрізів, напливів, пропалів, надмірної лускатості та інших вад. Переваги цього виду дослідження цілком очевидні: він вимагає великих витрат, у своїй доступний і досить інформативний, але водночас існують свої мінуси: суб'єктивність обстеження, невисока достовірність, можливість досліджувати лише видиму частину шва.
Візуальний огляд може проводитися як неозброєним оком (зазвичай, якщо йдеться про великі шви, що добре переглядаються), так і за допомогою різних пристосувань, таких як лінзи, мікроскопи, ендоскопи, дефектоскопи і т.д.
Вони використовуються для виявлення найменших прихованих дефектів, які складно виявити при простому огляді зовнішньої сторони зварного шва (наприклад, мікроскопічних тріщин, вибоїн, розшарування, зламів тощо). При цьому існують прилади, які призначені лише для використання в лабораторіях і ті, які можна застосовувати у полях. Останні здатні витримати будь-які температурні та погодні умови (у тому числі такі, що мають підвищений коефіцієнт радіаційної, хімічної, бактеріологічної тощо небезпеки для людини).
Навіщо потрібна перевірка зварного шва
Ціль такого глибокого обстеження цілком очевидна: як правило, будь-які конструкції, при яких використовується зварювання, призначені для витримування певного, досить серйозного навантаження (особливо це стосується будівельних споруд). І будь-яке відхилення від технічних норм, що відбулося при їх виготовленні, загрожує тим, що конструкція не витримає і зламається, що в свою чергу може призвести не лише до фінансових втрат, а й до загрози життю та здоров'ю людей.
Найчастіше зварні шви перевіряються не тільки після виготовлення конструкції, але й у процесі її експлуатації – це пов'язано з тим, що вони можуть зазнавати корозії та інших несприятливих впливів. Також регулярні перевірки необхідні при наплавленні кількох шарів на зношену конструкцію, при цьому контролюється кожен виконаний шар, вимірюється довжина шва, товщина основного металу, і ці дані зіставляються із встановленим нормативом для цієї ділянки з урахуванням його навантаження.
Періодичність перевірок визначається нормами законодавства, і навіть внутрішніми нормативно-правовими актами підприємства.
Своєчасні та якісні візуальні огляди дають можливість виявити руйнування шва якомога раніше, а також зрозуміти причини та знайти спосіб для їх усунення.
Хто здійснює огляд та складає акт
Початкову перевірку якості шва робить сам зварювальник, який його виконав. Подальший контроль здійснюється іншими працівниками: наприклад, начальником дільниці, інженером тощо. Важливо, щоб дані особи мали необхідні знання з техніки візуальної перевірки зварних швів, а також були забезпечені необхідними приладами і пристосуваннями. Також вони повинні мати уявлення, як сформувати акт візуального огляду зварних швів.
Формат акту
Сьогодні єдиний стандарт акта відсутня, що означає, що робити його можна у довільному вигляді. Однак, якщо всередині організації є свій шаблон документа, який розроблений та затверджений керівництвом, то слід використовувати саме його. Добре, якщо формат акту буде вказано облікової політикипідприємства.
Особливості оформлення акту візуального огляду зварних швів
Щодо оформлення акта також жодних вимог не висувається, тобто його можна писати від руки або набирати на комп'ютері, для нього підійде бланк фірмовим логотипомта реквізитами та звичайний листок паперу. Єдине: якщо було зроблено електронний бланк, його слід роздрукувати для проставлення у ньому підписів відповідальних осіб. Акт робиться в одному оригінальному екземплярі, якому обов'язково надається номер.
Реєстрація та зберігання акту
Відомості про акт обов'язково повинні бути внесені до спеціального журналу обліку, в якому достатньо зробити відмітку про його номер та дату створення. Період зберігання готового акта визначається адміністрацією підприємства індивідуально, з норм, встановлених законодавством, і навіть внутрішніх потреб підприємства.
Акт повинен зберігатися в окремій папці або в структурному підрозділі, У якому він був сформований, або в архіві організації.
Якщо вам знадобилося скласти акт огляду зварних швів, який ви раніше ніколи не робили, скористайтеся наведеним нижче зразком і прочитайте коментарі до нього – вони допоможуть вам зробити необхідний документ без помилок та неясностей.
- Насамперед внесіть в акт найменування підприємства, потім надайте документу номер, вкажіть дату та місце його створення.
- Далі впишіть в акт посади ПІБ працівників, які проводили огляд зварного шва (якщо це представники різних підприємств, вкажіть назви кожного з них).
- Після цього переходьте до основної частини: увімкніть відомості про виконавця робіт: посаду, ПІБ, потім внесіть сюди дані про зварні шви, які були обстежені: їхній номер, марку сталі та інше ідентифікаційні значення.
- Вкажіть прилади та пристрої, які були використані під час перевірки, всі застосовані методи, їх результати, а також дайте рекомендації щодо додаткових способів обстеження.
- Наприкінці обов'язково підсумуйте поточний контроль, поставте підписи.
Для оцінки якості зварних з'єднань встановлено поняття зварного з'єднання. Контрольним вважається зварне з'єднання, ідентичне контрольованим виробничим зварним з'єднанням: повинні бути однакові марки стали елементів, що з'єднуються, їх товщина і діаметр, тип і конструкція з'єднання, форма оброблення кромок. При контролі однотипних з'єднань товщина та діаметр контрольного зварного з'єднання повинні відповідати одному з типорозмірів зварних з'єднань. Технологічний процес виконання контрольного зварного з'єднання має відповідати технологічного процесу, що застосовується при виготовленні контрольованої арматури або при з'єднанні з трубопроводом. Повинні застосовуватися той же спосіб зварювання, в тому ж положенні, ті ж зварювальні матеріали, тієї ж марки і того ж діаметра, при тих же режимах, з тим самим підігрівом, з тією ж термообробкою і т. п. Контрольні зварні з'єднання повинні виконуватися той самий період часу, як і контрольовані ними виробничі зварні з'єднання, тим самим зварювальником, на тому ж обладнанні і за тією ж технологією, під наглядом спеціально виділених відповідальних осіб.
Термічна обробка контрольних з'єднань повинна проводитися спільно з виробом (за загальної термообробки в печі), а за неможливості цього - окремо із застосуванням методів нагрівання та охолодження та температурних режимів, встановлених ПМД для виробничих з'єднань. Якщо контрольовані зварні з'єднання піддаються багаторазовій термообробці, то контрольне з'єднання має пройти ту ж кількість термообробок за тими ж режимами. Якщо виробниче з'єднання піддавалося багаторазової високої відпустки, то контрольне з'єднання може бути піддане одноразовій відпустці з тривалістю витримки не менше 80% сумарного часу витримки при всіх високих відпустках виробничого з'єднання.
Контрольне зварне з'єднання має бути проконтрольоване в обсязі 100 % тими самими методами контролю, що не руйнують, які передбачені для виробничих зварних з'єднань. При незадовільних результатах контролю контрольні з'єднання мають бути виготовлені знову в подвоєній кількості. Якщо при повторному неруйнівному контролі будуть отримані незадовільні результати, то загальний результат вважається незадовільним. У цьому випадку повинні бути піддані додатковій перевірці якість матеріалів, обладнання та кваліфікація зварювальника.
Усі зварні з'єднання повинні мати таврування або інше умовне позначення, що дозволяє встановити прізвище зварювальника, який виконав це з'єднання.